この記事の目的
みなさんこんにちは、ズーチーです!
今回は 花瓶のような円筒モデルを出力する方法 を紹介します!
3Dプリンターの出力例を探していると、よくこんな感じの花瓶的なアイテムを見かけますよね!

実際に私も作りたい!!と思ってフリーサイトからstlファイルをダウンロードして試そうとしたのですが・・・
スライサーソフトで開くと・・・
花瓶の中身がびっちり詰まっているではありませんか!
実はこれスライサーの設定を変える必要があるのです!
設定変更といっても超簡単で
Advanced 設定内の Spiralize Outer Contour(滑らかな外側輪郭)
にチェックを入れるだけです!!(スライサーソフト:QIDI-printの場合)
そうすることで花瓶モデルも簡単にプリントすることができます!!
今回は、このSpiralize Outer Contour(滑らかな外側輪郭)機能について紹介します!!
☆ちなみに私の使用しているプリンターとフィラメントは以下です!



☆プリンターについてはこちら↓

①Spiralize Outer Contour
先ずはスライサー設定についてです。
私が使っているプリンターはQIDI tech製のものなので、QIDI-printという専用のスライサーを使っていますが、中身は定番スライサーのCuraとほぼ同じですので、Curaをお使いの方にも参考になるかと思います!
今回使うのはズバリ Spiralize Outer Contour という項目です!
Advanced 設定内にあり、説明文を読むとこんな感じです
Spiralizez Outer Contour
Spiralize smooths out the Z move of the outer edge.
This will create a steady Z increase over the whole print.
This feature turns a solid model into a single walled print with a solid bottom.
This feature should only be enabled when each layer only contains a single part.
滑らかな外側輪郭
Z軸の外側のエッジの動きを滑らかにします。全体の印刷に安定したZの動きを促し、この機能によりソリッドのモデルを固定した底辺と単一のウォールの印刷にします。
この機能は各レイヤーが単一の部品を含んでいる場合のみに有効です。
文字だととてもわかりにくいですが、一言で表すと
ボトムを作成した後、最外壁だけを一筆書きでらせん状にプリントする
という機能です!(要約下手ですみません!!!)
これをチェックすることで、中身ビッチリだったモデルも花瓶状にプリントできます!
文章だとわかりにくいので、実際にモデルをプリントしてみていきましょう!
※ちなみに、設定後一つ下の項目に以下のような Smooth Spiralized Contours(滑らかな輪郭)という項目が出てきます。
こちらはチェックしてもしなくてもほぼ変わりがなかったのでチェック無しで大丈夫です!
Smooth Spiralized Contours
Smooth the spiralized contours to reduce the visibility of the Z seam
(the Z seam should be barely visible on the print but will still be visible in the layer view).
Note that smoothing will tend to blur fine surface details.
滑らかな輪郭
らせん状の輪郭を滑らかにしてZーむの視認性を低下させます。
(Zシームは印刷物上でほとんどみえませんが、層ビューでは確認できます)
スムージングは、細かい表面の詳細をぼかす傾向があることに注意してください。
②花瓶モデルのプリント
ではプリントしていきます!
まず、適当な花瓶モデルのstlファイルを準備します。
Pinshapeといったモデル配信サイトからダウンロードするか、自分で作成してもよいです!
私はこんなモデルをダウンロードしてみました!
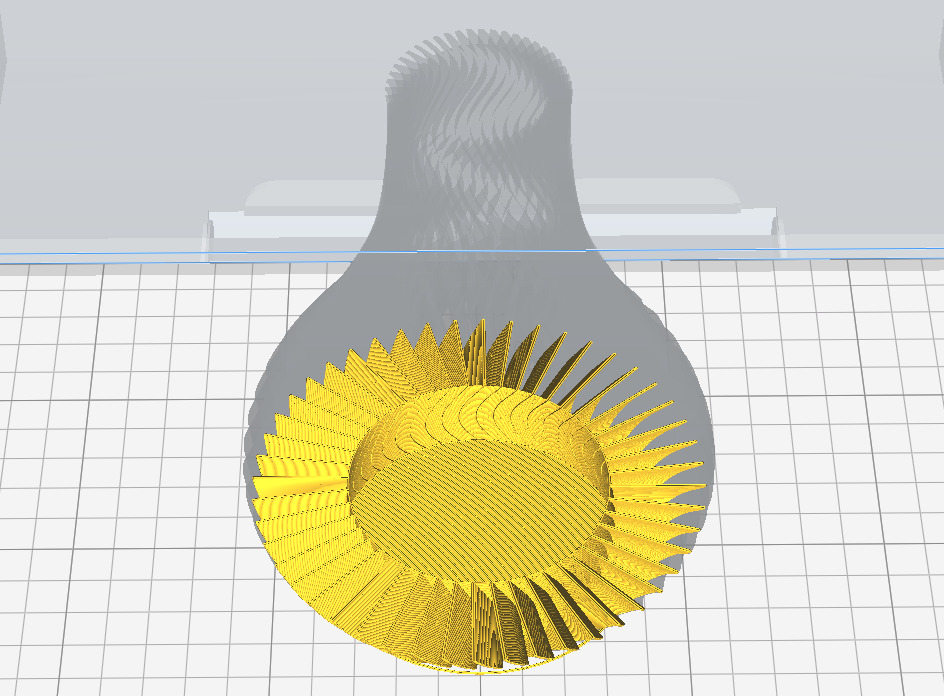
このモデルをそのままスライサーソフトで読み込むと、以下のように中身びっしりの穴無し花瓶が出てきます。
これだと花瓶になりませんね!
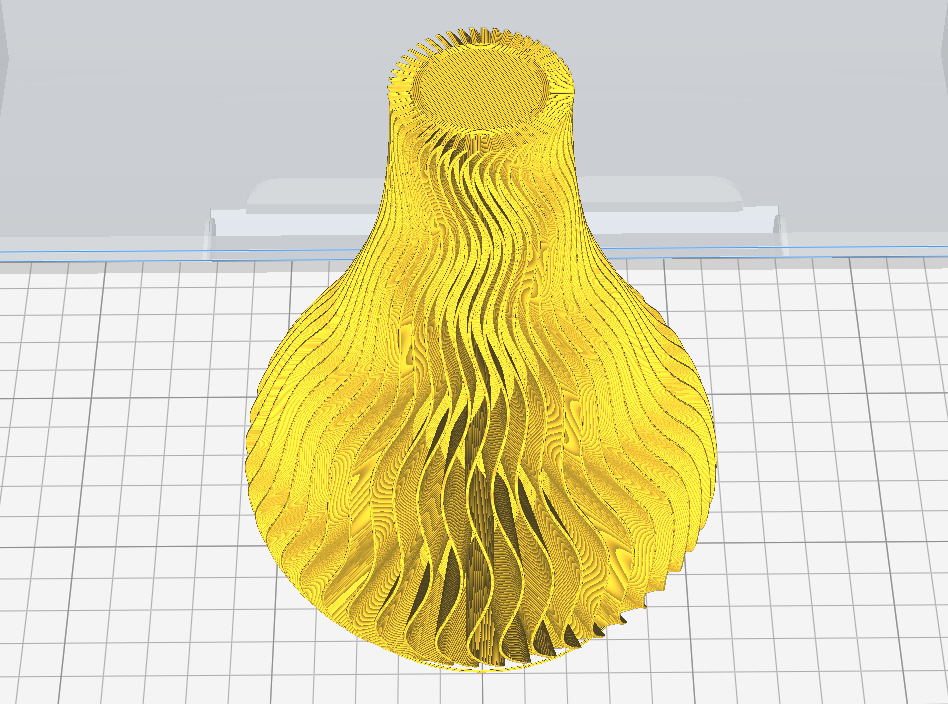
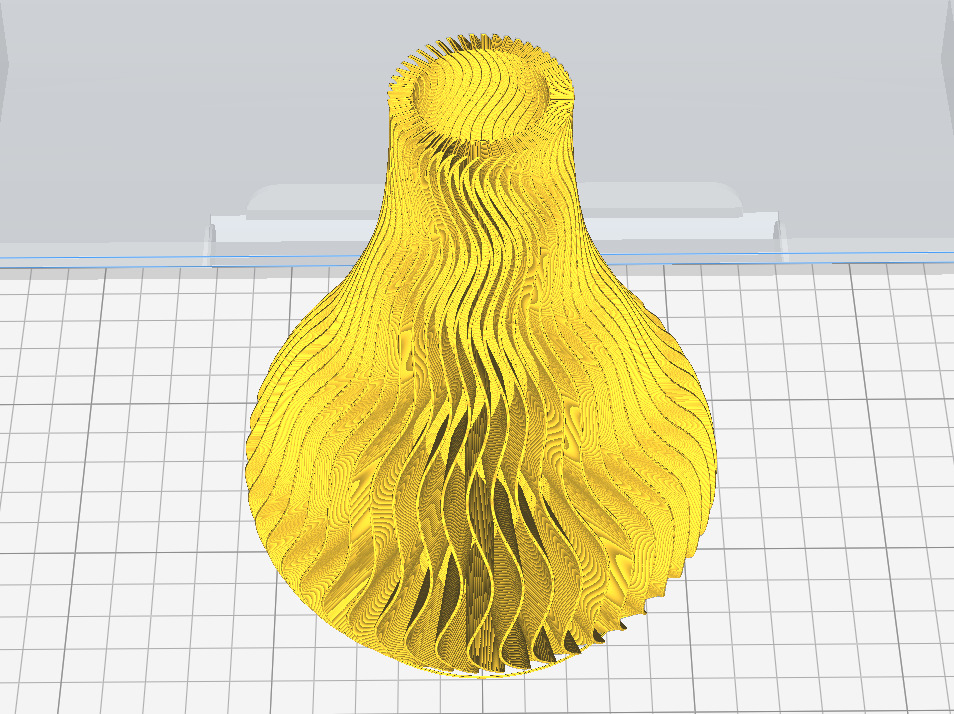
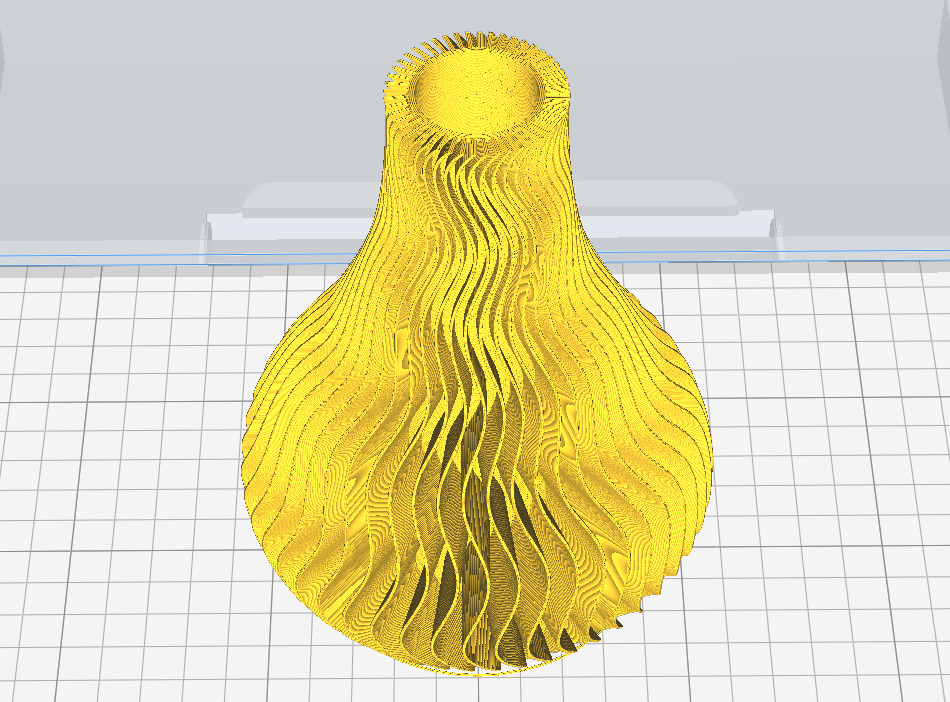
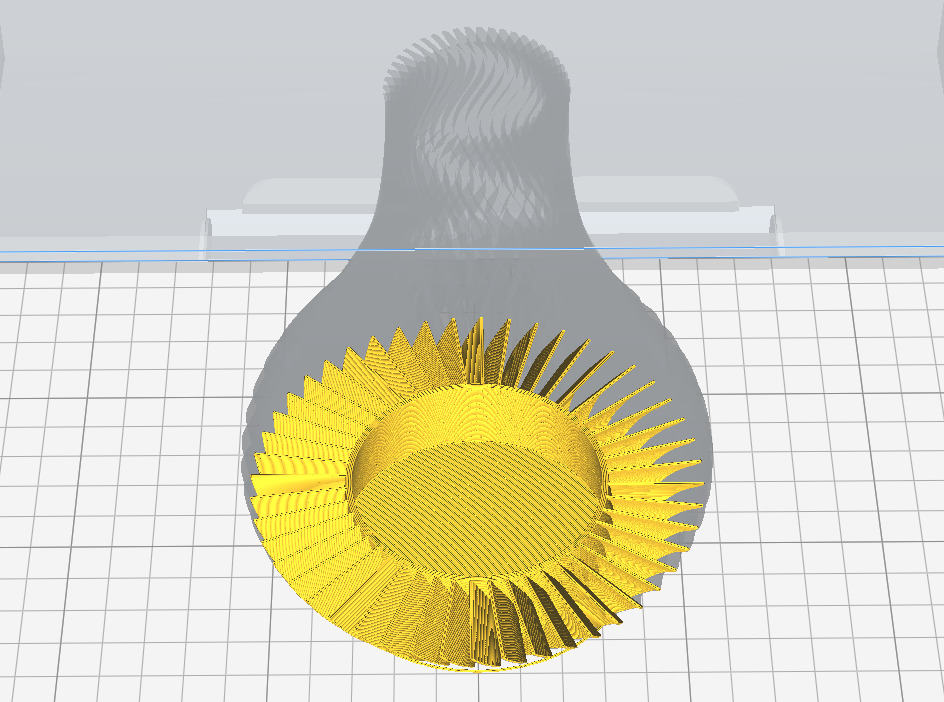
ここでAdvanced 設定内の Spiralize Outer Contour(滑らかな外側輪郭)チェックして読み込むと・・・
ちゃんと穴が開いた花瓶になりました!!
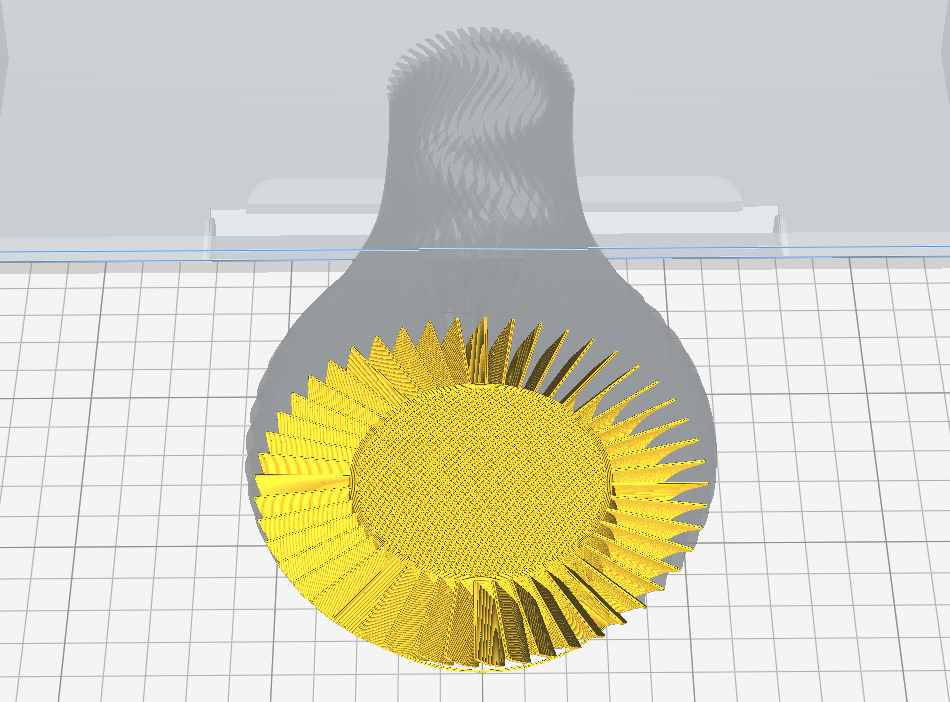
ここでモデルをよく見てみると、Wall Line が1層のみで描かれているのがわかります。
一筆書きでらせん状に進んでいく関係上、壁も1層だけになってしまうのですね。
この場合どうしても構造は脆くなります。
Wall Line数を変えても壁厚に影響しないので、壁を少しでも厚くしてしっかりさせるためには Wall Line Width を厚くします。
通常はノズル径と同じ(0.4mmノズルの場合0.4mm)で設定されていると思うのでこれを0.8mmくらいまで増やしておきます。
実際にプリントしてみました!!
○実験条件
- フィラメント:Pxmalion製ABS(クリヤー)
- ノズル温度:240℃
- ステージ温度:90℃
- 冷却ファンスピード:60% (initial 0%)
- プリントスピード:25mm/sec
中々キレイに出来上がりますね!
モデルによっては強く握ると割れそうになりますが、普通に置いておく分には何ら問題ありません!
もちろん、かなりペラペラになりますがWall Line Widthは0.4mmのままでもきれいにプリントされますよ!
ちなみにこのSpiral設定を使わなくでも、 infilを0%にすることで中身を空っぽにすることができますが、
その場合Topのみ層が残ってしまいます。
この場合はLayer設定内の Top Thickness を 0mm にしてあげると、Wall厚を調整しながらのプリントも可能ですよ!
一筆書きにはなりませんが、Spiralize設定よりも壁が厚いことがわかるかと思います!↓
③応用編:ただの円柱からお皿モデルをプリント!
このスパイラル設定はアイデア次第で色々な使い道がありそうですね!
早速応用編として、かんたんな器を作ってみたいと思います!
子供たちと遊ぶ際に意外と取り合いになってしまうシャボン玉液入れるお皿を爆速で作っていきます!
まずはFusion360で適当に 直径100mm , 高さ10mm くらいの円柱を描きます!
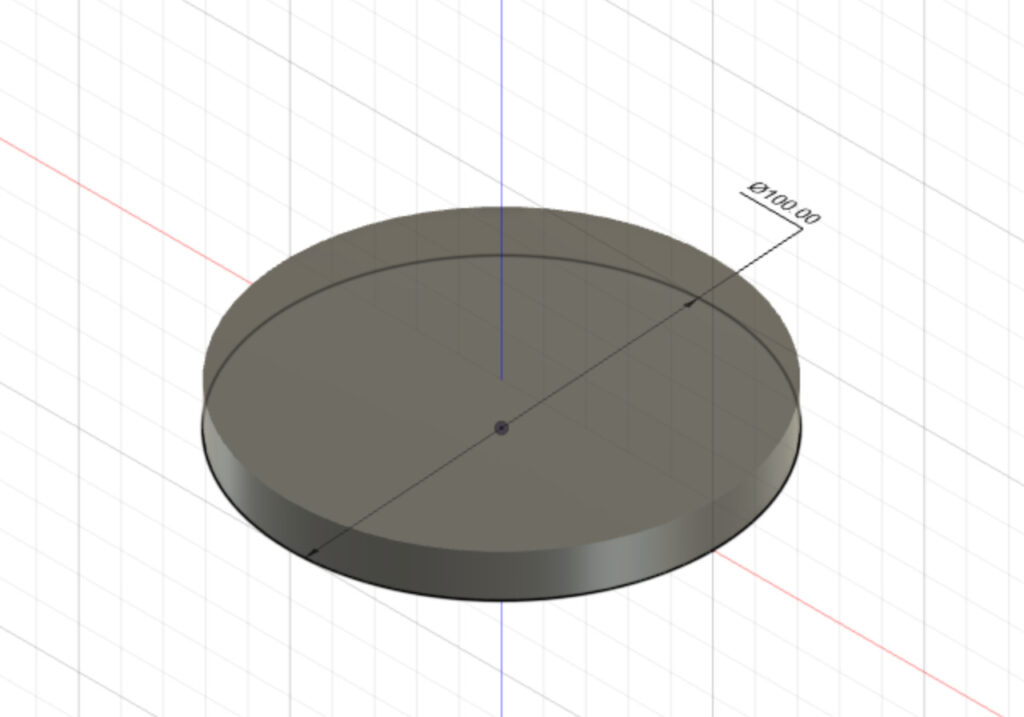
・・・以上!!笑
これでモデル作成は終わりです。Fusion360が立ち上げる方が時間かかりました。笑
これをstlファイルにしてスライサーソフトで読み込みます。
従来の設定では当然円柱ですが・・・
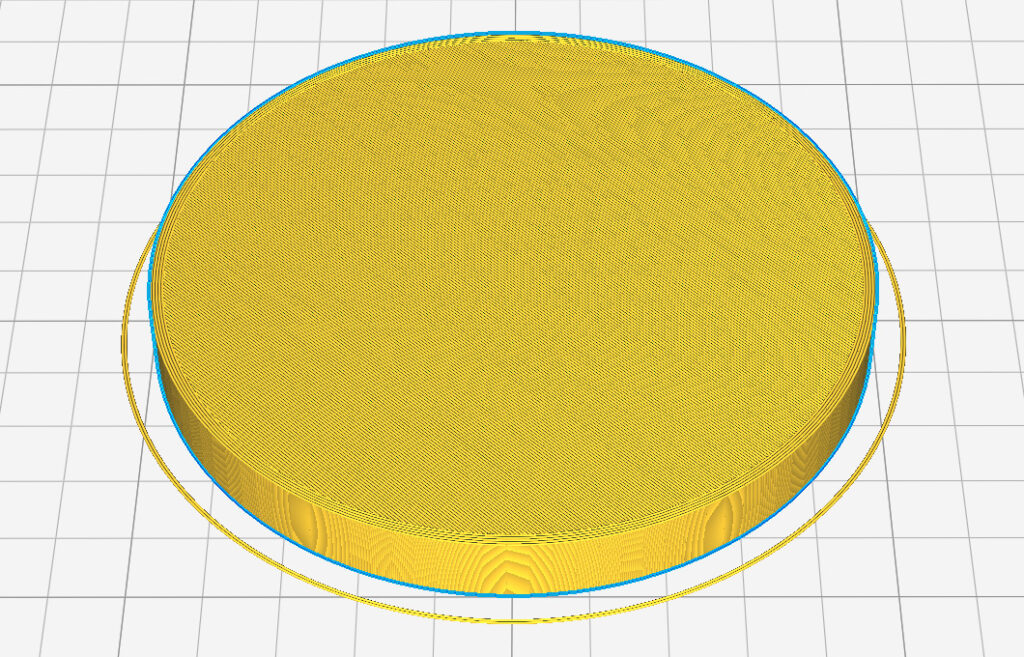
Advanced 設定内の Spiralize Outer Contour(滑らかな外側輪郭)チェックするとちゃんとお皿になりましたよ!!
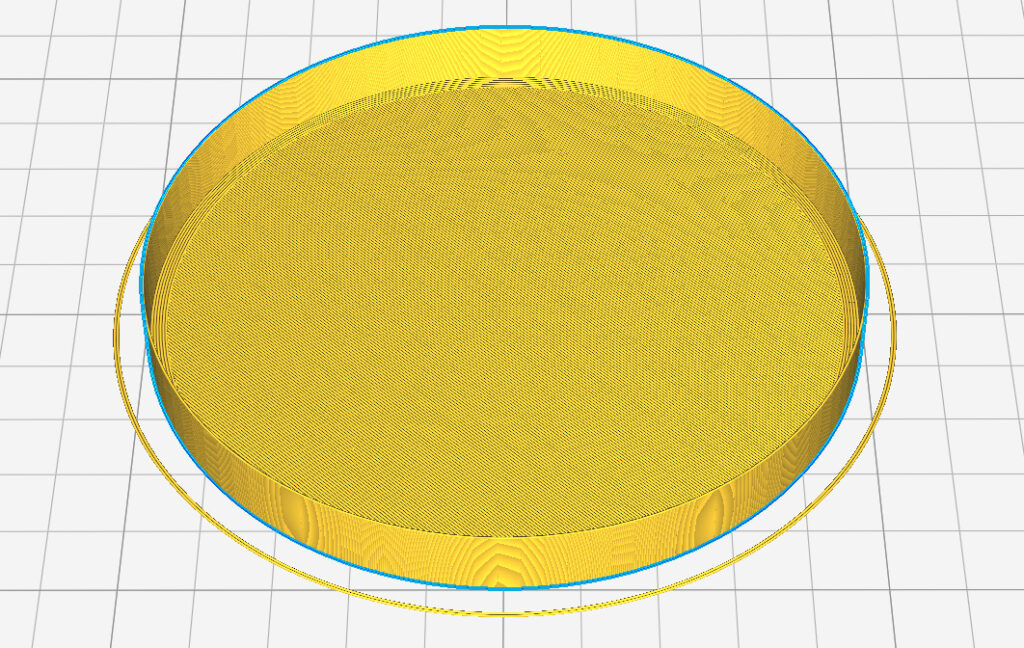
壁が一層だけになるのでWall Line Width と BottomのThickness を厚くするのを忘れないようにしましょう!
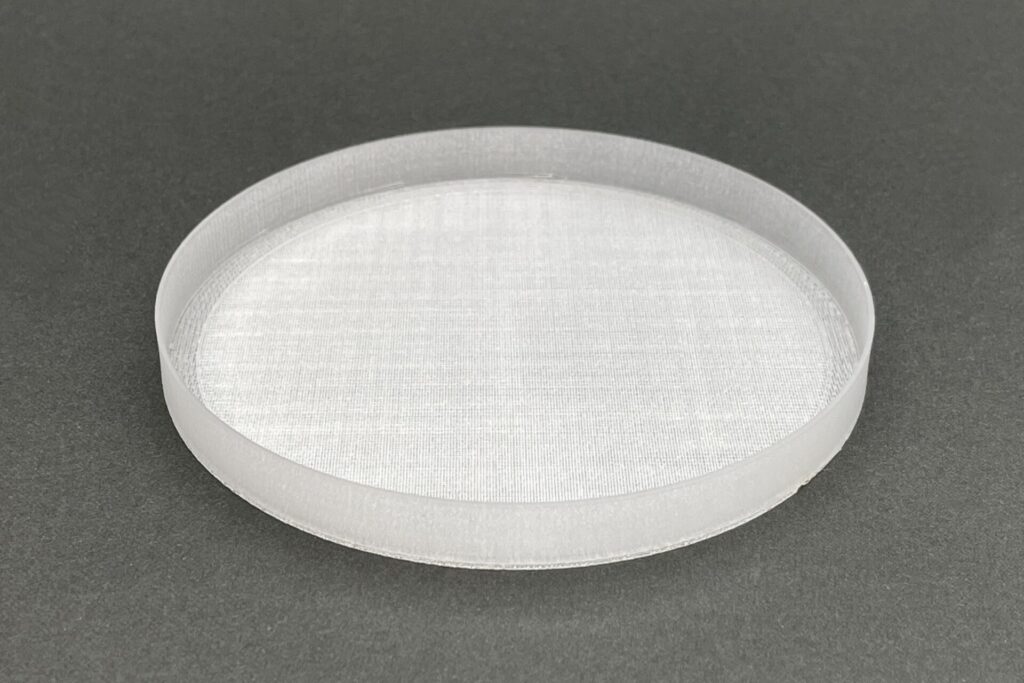
更にこれらをスライサー内の縮小を使ってX,Yを2mmづつ縮小してプリントすれば・・・


あっという間に重なるお皿の完成です!!
縮小したことでピタッと重なります!
これがあれば、無限に量産できます!子供のシャボン玉時にお友達がきても大丈夫でしょう♪
まとめ
いかがだったでしょうか?
今回はスライサーソフトのSpiralize Outer Contour(滑らかな外側輪郭)を使って花瓶プリントをしてみました!
壁が1層で薄くなりますが、時短且つ省材料でプリントできます!
この手法を用いれば、CAD作成時点で花瓶箇所をくりぬく必要がなくモデリングもしやすくなりますね!
もちろん、元々花瓶上に作成したCADなら通常通りのスライサー設定でも花瓶プリントできます!(らせん状にはいきませんが・・・)
スライサー設定はとてもたくさんあるので、まだまだ活用していない設定も多そうです!
他にも有用な設定があれば、情報発信していこうと思います。
3Dプリンター初心者の方の参考になれば幸いです!ではまた!!