この記事の目的
みなさんこんにちは、ズーチーです!
今回は3Dプリンター界隈では定番ともいえる糸引き関連のお話です!!
(といっても単純な糸引き対策の話ではないですが・・・ごめんなさい笑)
造形物と造形物の間が空いているモデル(飛び石状?アイランド状?)をプリントする際は
どうしても糸引きが気になってきますよね!
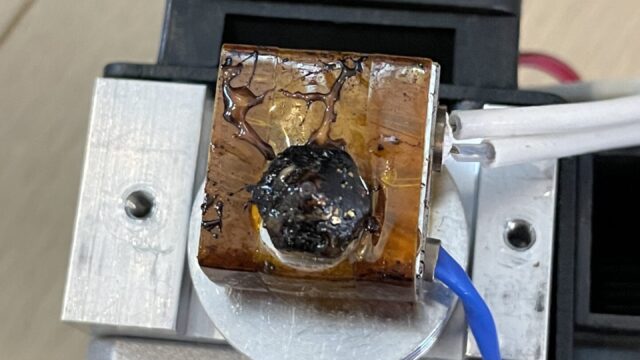
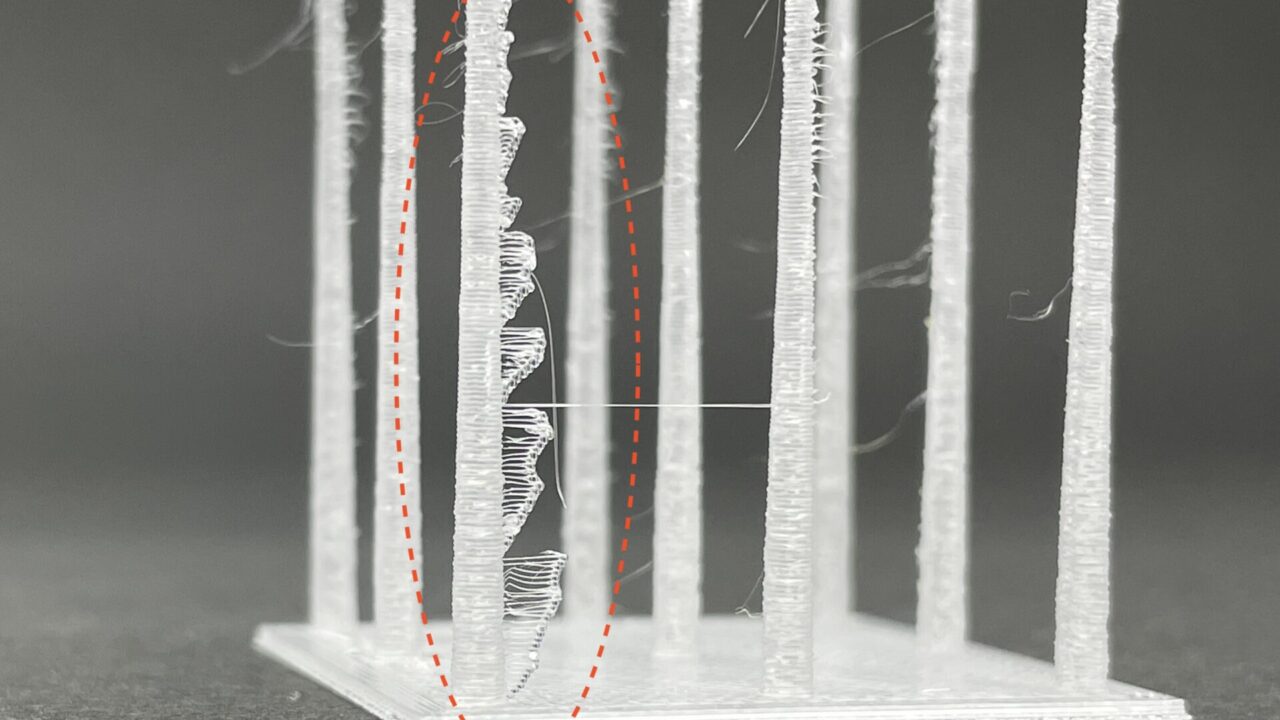
私は糸引きについて以下のような針山モデルを使って検証するのですが、
ある時糸引きとは少し違うパターン剥がれ?のようなバリ?のような異常があることが気になりました!
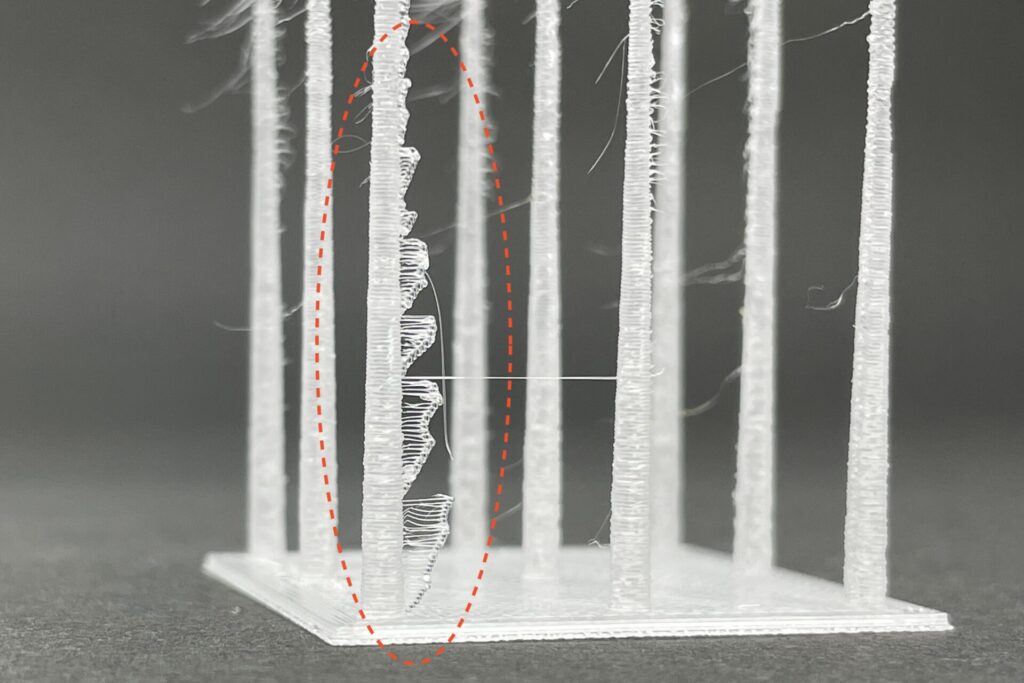
例えば私の使っている検証用モデルでは、9個ある柱のうちある特定のパターン(レイヤー内で最初に処理される柱)のみで発生しています・・・
そういえば他のモデルでもこういったブツっとした飛び出しが層の間に出ていたような気もします・・・
そこで今回はこのバリのような不良について調査してみました!
結論として、普段あまり弄ることのないであろう
移動速度(Travel Speed)の設定
が原因でした!!意外ですね~笑
それでは、検証結果について詳しく紹介していきます!!
☆ちなみに私の使用しているプリンターとフィラメントは以下です!



※PEIシート使ってない方はマジでおすすめなので是非試してみてください!!
☆プリンターについてはこちら↓

①CAD作成
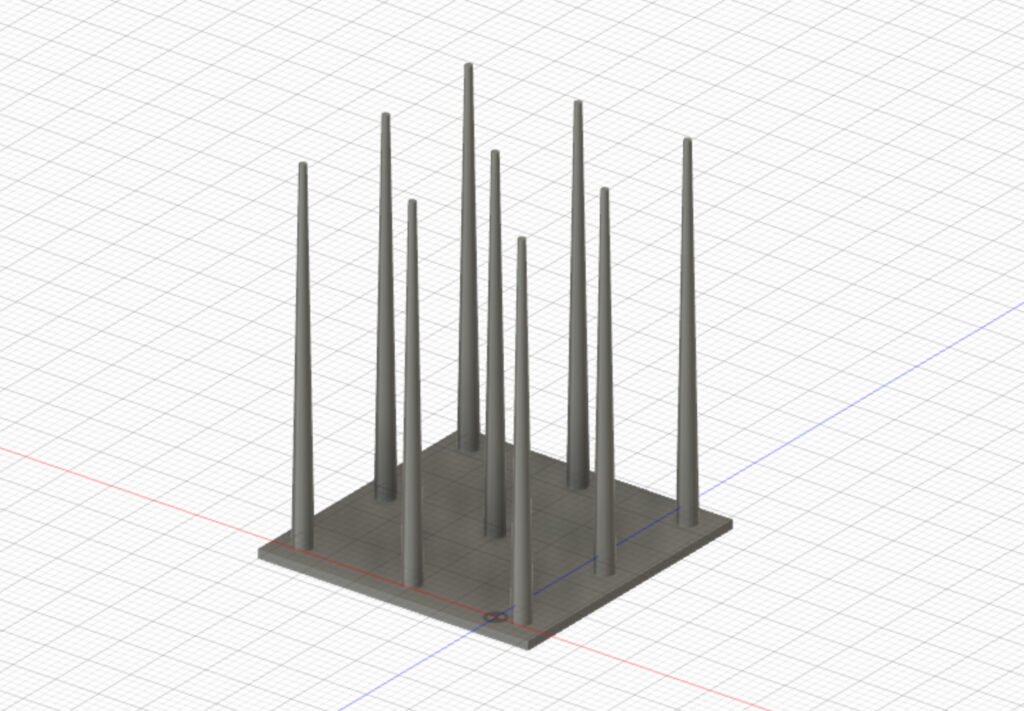
先ずは糸引きを検証するためのモデルを用意します!
ベンチマークモデルでよく見かける構造をそのまま描いてみました!
CAD作成については以下の記事を参考にしてください!
描き方はとっても簡単です!!
今回はこのモデルを使用して検証を行っていきます!
②温度依存性
先ずは糸引きの定番要因であるノズル温度について検証です!
当然ながらノズル温度が高くなると糸引きも多くなります。
一方バリはどうなのか・・・??
今回の事例のバリ不良が減るかどうかを確認してみます!
尚、今回は ABSフィラメント で検証します!!

プリント条件は以下です!!
○プリント条件
- 3Dプリンター:QIDI Tech imate-S
- フィラメント:Pxmalion製ABSフィラメント
- ノズル温度:230℃〜245℃
- ステージ温度:90℃
- 冷却ファンスピード:60% (イニシャル0%)
- 積層ピッチ:0.2mm
- プリントスピード:50mm/sec
- 移動速度:60mm/sec
結果はこちらです!!
表:移動速度(Travel Speed)と バリ不良の関係
| 230℃ プリント失敗 | 235℃ |
240℃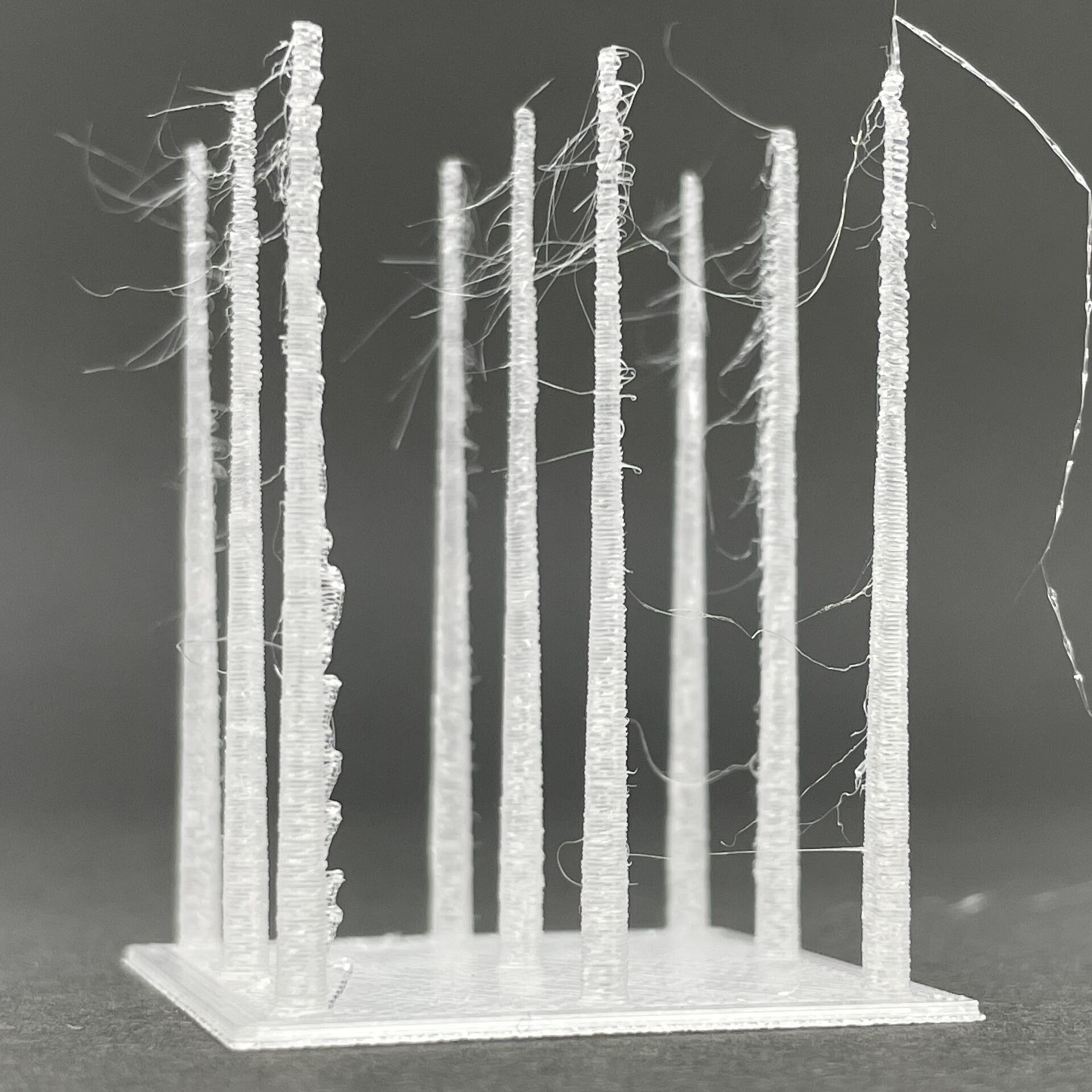 | 245℃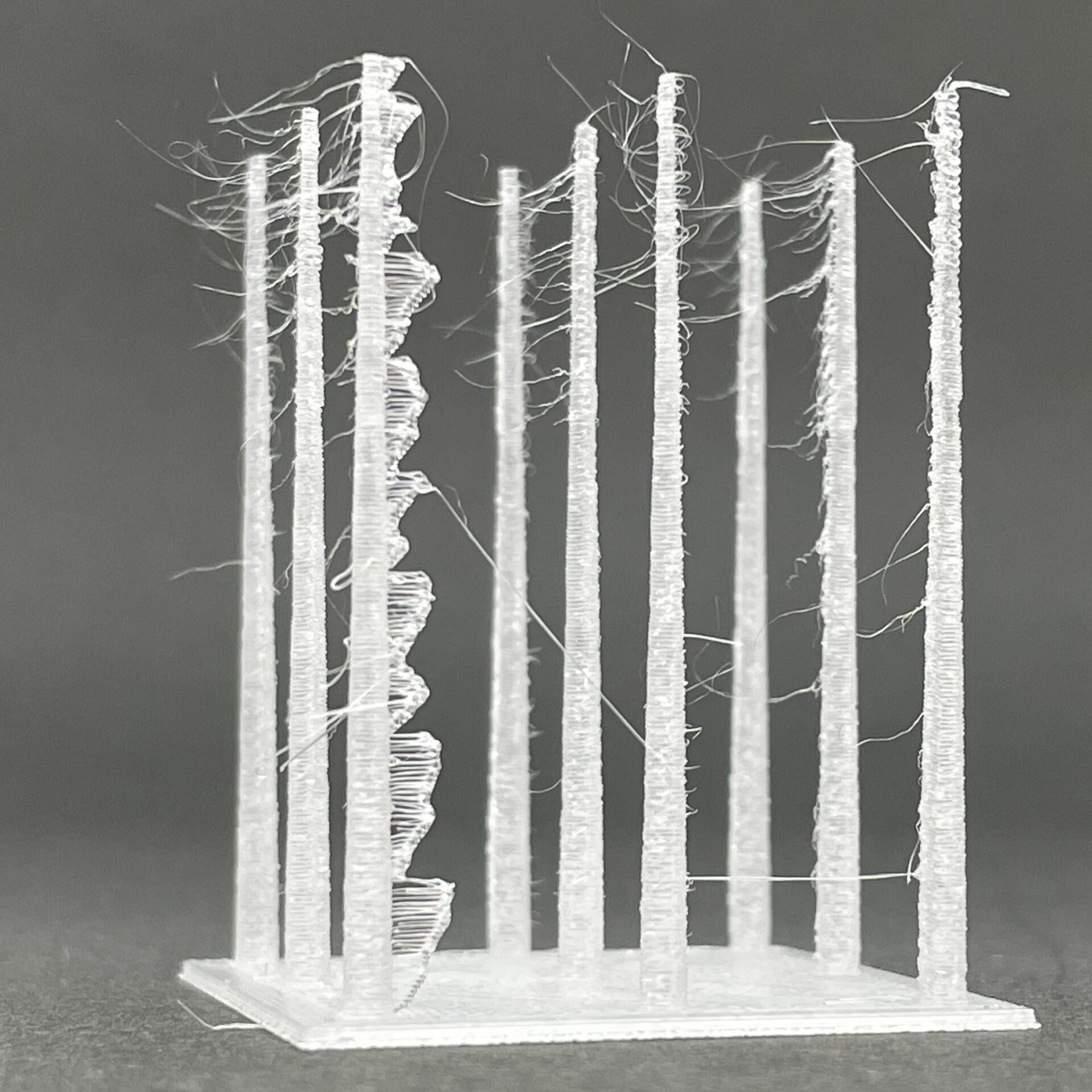 |
温度を低くすることで改善傾向は見られますが、よく見るとバリは残っていますね・・・
また230℃ではプリントできないので、235℃だとマージンがなさすぎます!
やはり240℃くらいでバリのない条件を見つけたいものですね!
というわけで他の要因を探っていきます!!
③移動速度(Travel Speed)影響
最後は移動速度(Travel Speed)を見てみます!
先に言ってしまうと、今回はこれが原因でした!!
まず、なぜ移動速度に着目したかといいますと・・・
動きをよく見てみると以下の順に柱パターンが描写されていき、1番目に処理される柱のみでバリが発生していました。
動きの流れ(柱が処理される順番)は以下のようになっています!
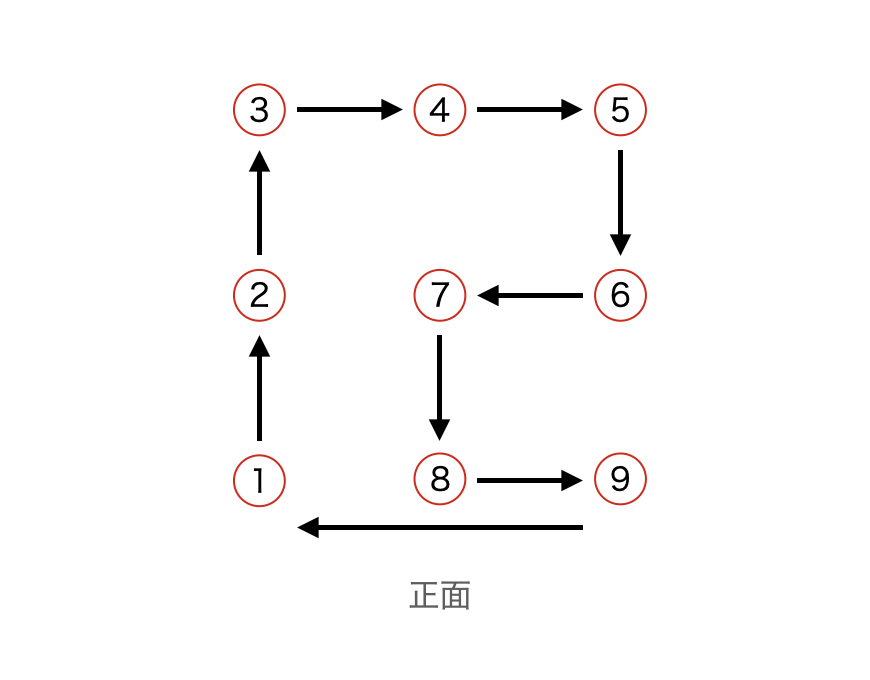
また、①の柱のみ、直前の柱からの移動距離(⑨ → ①間距離)が他と比べて長いことに気が付きます。
そういった点から
●層の終わりから次の層にいく間で何かしら起きている?
と考えました!
移動部分の違いかも?っと思った為に移動速度をまず振って見た、というスンポーです。
それでは早速結果です!!
○プリント条件
- 3Dプリンター:QIDI Tech imate-S
- フィラメント:Pxmalion製ABSフィラメント
- ノズル温度:240℃
- ステージ温度:90℃
- 冷却ファンスピード:60% (イニシャル0%)
- 積層ピッチ:0.2mm
- プリントスピード:50mm/sec
- 移動速度:40〜100mm/sec
表:移動速度(Travel Speed)と バリ不良の関係
40 mm/sec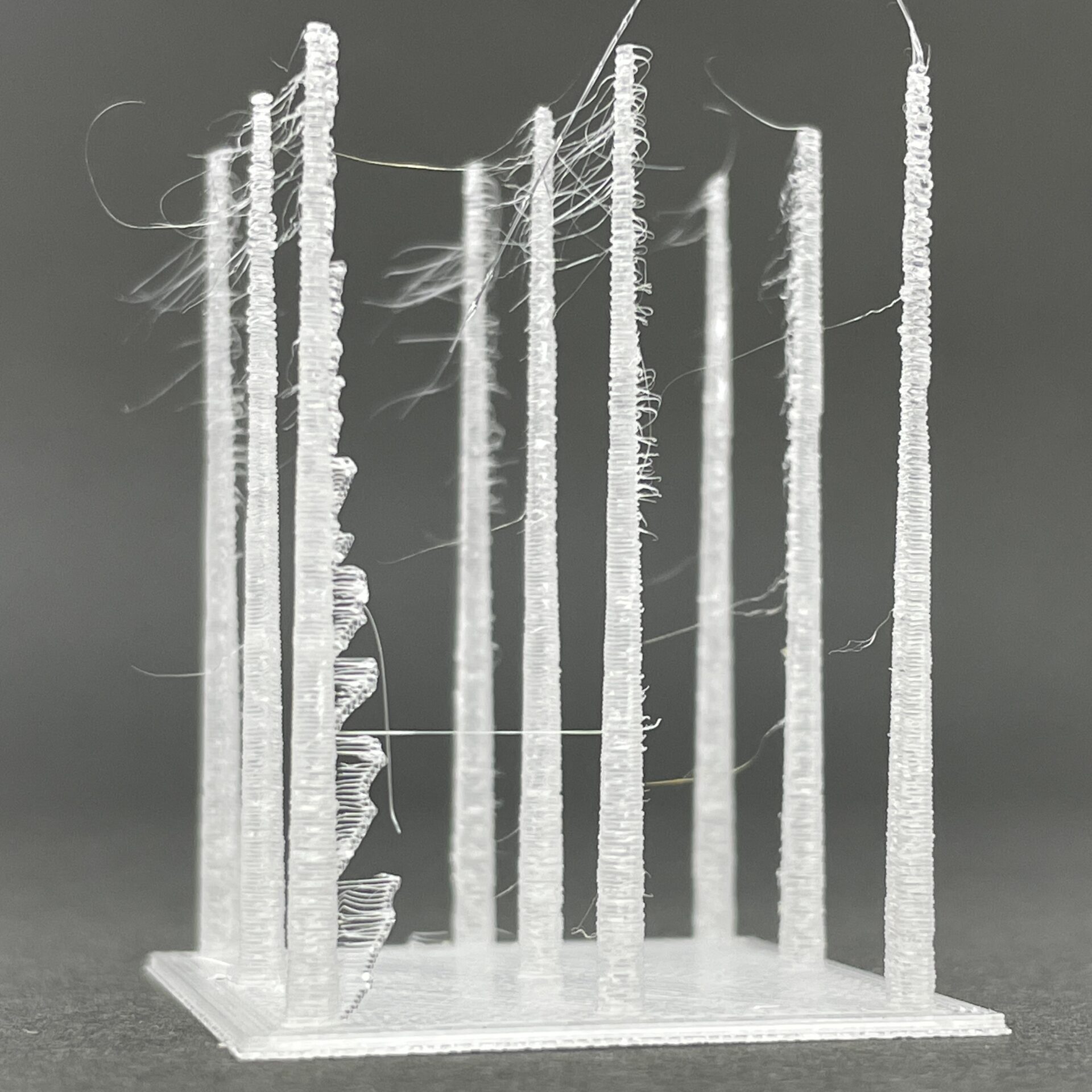 | 60 mm /sec |
80 mm/sec | 100 mm/sec |
左手前の柱に注目すると、見事に移動速度に依存してバリが改善していっています!
移動速度80mm/sec以上であれば問題なさそうです!!
・・・ただ、お気づきの方もいらっしゃるかもしれませんがそもそものデフォルト値って100mm/secなんですよね・・・
私はなぜか60mm/secでプリントしていたので今回のようなバリが出ていたようです!!
変えた記憶ないのにな~
とはいえ思いもよらないパラメータの影響を知ることができたので、ラッキーでした!
まとめ
いかがだったでしょうか?
今回は柱状モデルのバリ不良について調査してみました!
結果、移動速度が遅いとバリ不具合につながるということがわかりました!
まぁほとんどの方は移動速度を弄る機会はあまりないのかもしれませんが・・・
知見として知っておけば、似たような不具合が起きた際に役に立つかもしれませんね!!
3Dプリンター初心者の方の参考になれば幸いです!ではまた!!