この記事の目的
みなさんこんにちは、ズーチーです!
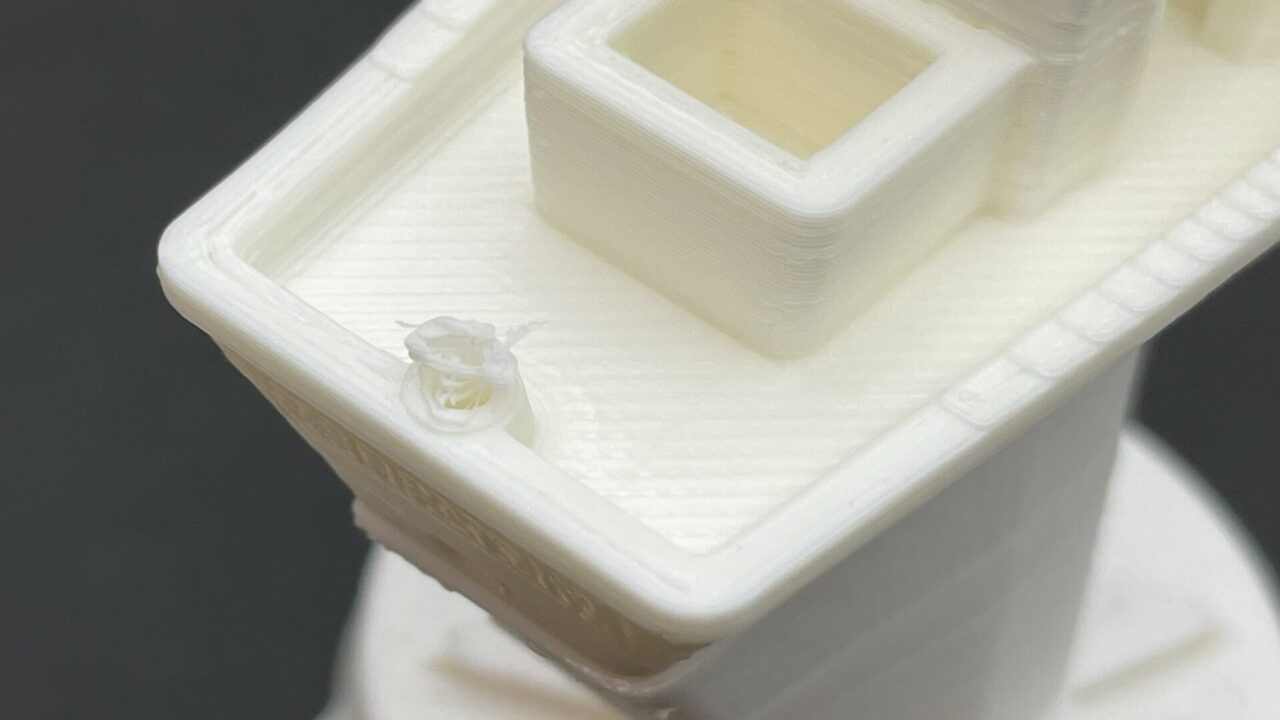
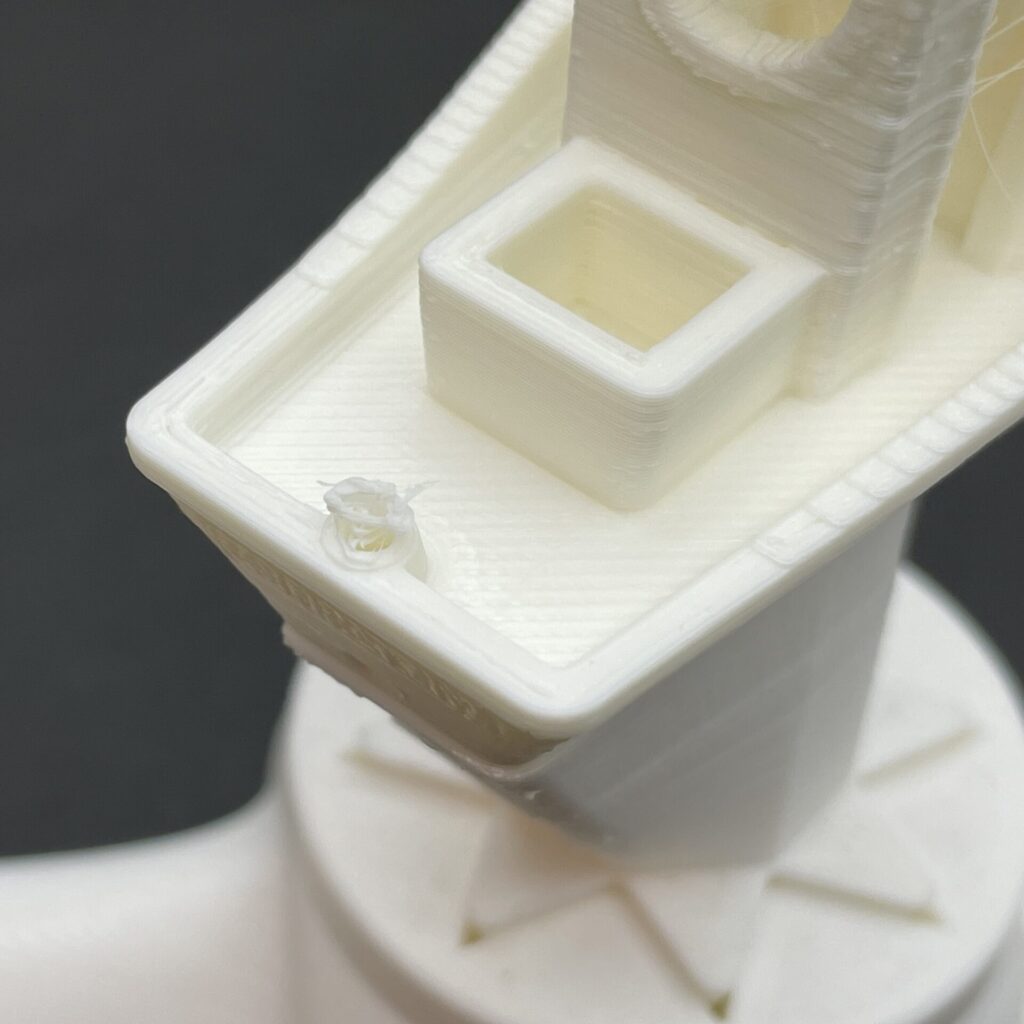
今回は定番テストモデル3DBenchyでの後方の円筒部分の形状不良対策について紹介です!
最近は新しいフィラメントを入手したので色々と条件を振って遊んでいますが・・・
3DBenchyを印刷していたところ後方の円筒(煙突?)部分が上手く印刷できていないことに気づきました!
他の箇所は概ね良い感じなので気にしてませんでしたが
いざ細かいパーツを出力したくなると気になってきそうです・・・
とくに今回使っているKexcelled ABSフィラメントは使用感も色味もいい感じなので
今後の主力候補です!!


ですのでしっかりと使用条件を詰めていきたいと思います!
今回の形状不良対策についてはかなり苦戦したのですが・・・
結論はなんと
リトラクションの引き戻し距離
でした!!
どうやらリトラクションの引き戻し距離が短かったようです・・・
(といっても元々3.5mm設定にしてたので長めな方だとは思ってましたが)
では、検証結果について詳しく紹介していきます!!
☆ちなみに私の使用しているプリンターとフィラメントは以下です!


※PEIシート使ってない方はマジでおすすめなので是非試してみてください!!
☆プリンターについてはこちら↓

①ビルドプレート温度による影響
プレート温度は密着性との相関が強いですが
周りが囲まれたエンクロージャー型の3Dプリンターでは
庫内温度にも影響します!!(たぶん)
実際に底部以外の部分の凹みなどもプレート温度によって変わったりするので
今回もプレート温度影響を調べてみます!!

結果はこちら!!
| ビルドプレート温度 | 後方円筒部出来栄え |
| 90℃ | 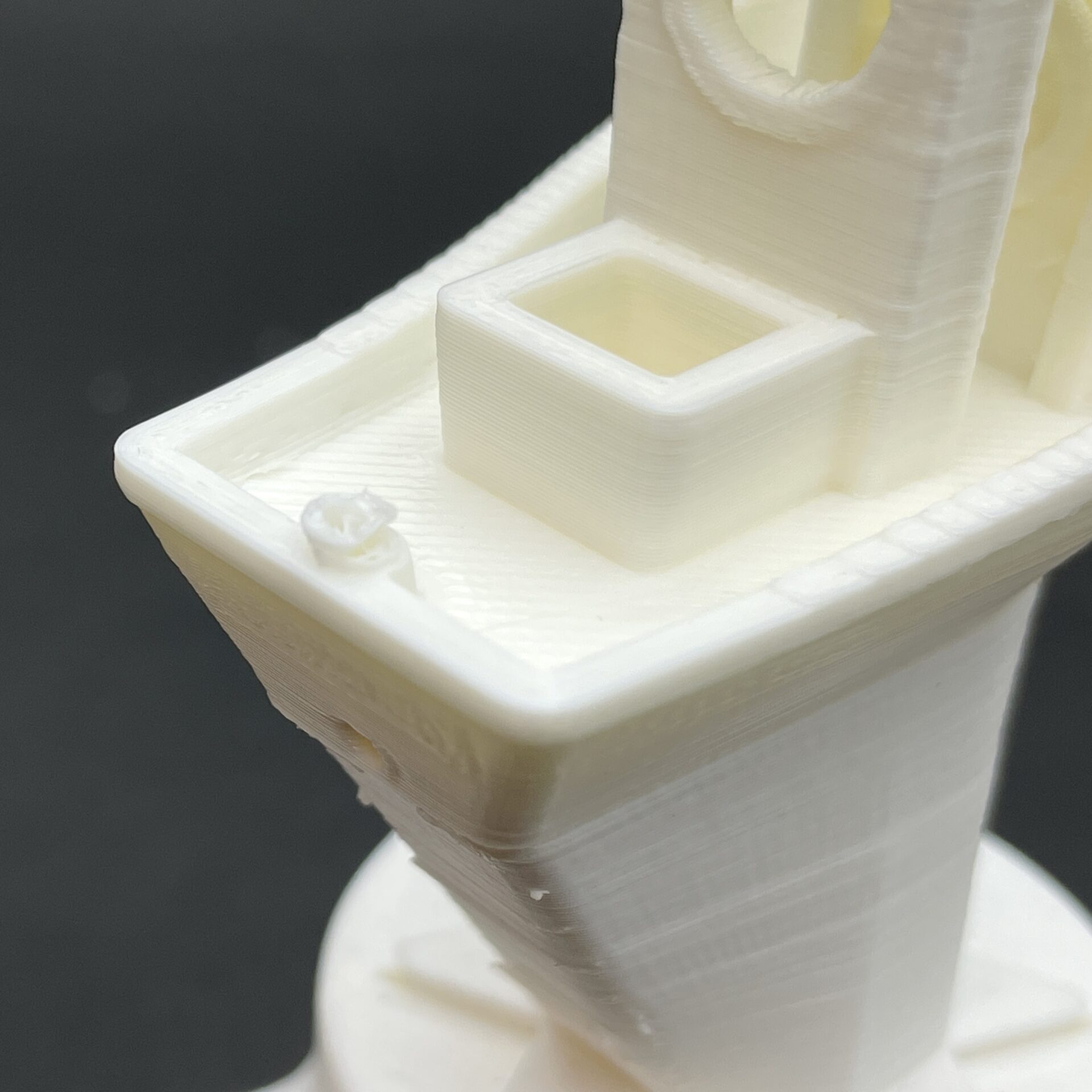 |
| 100℃ | 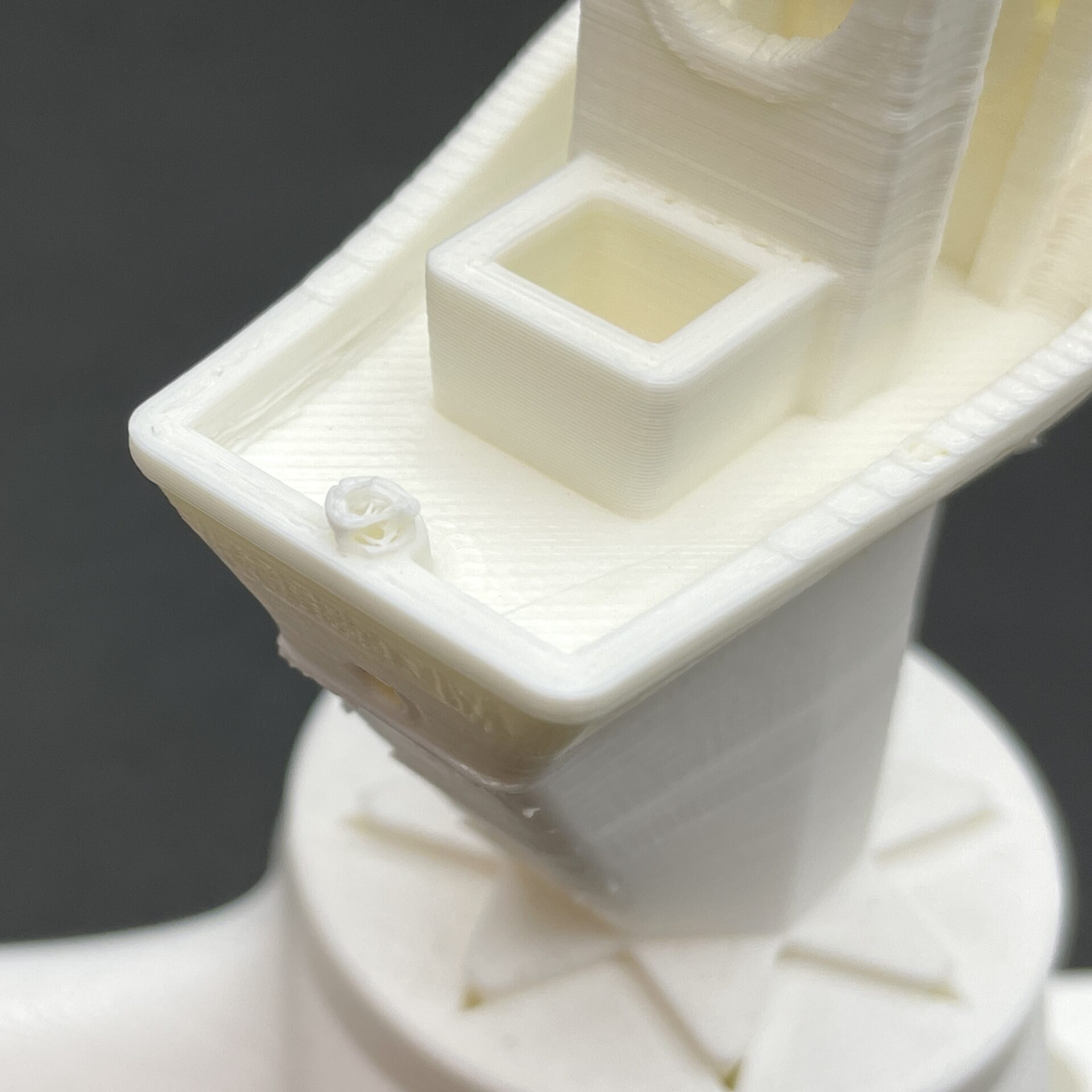 |
| 110℃ | 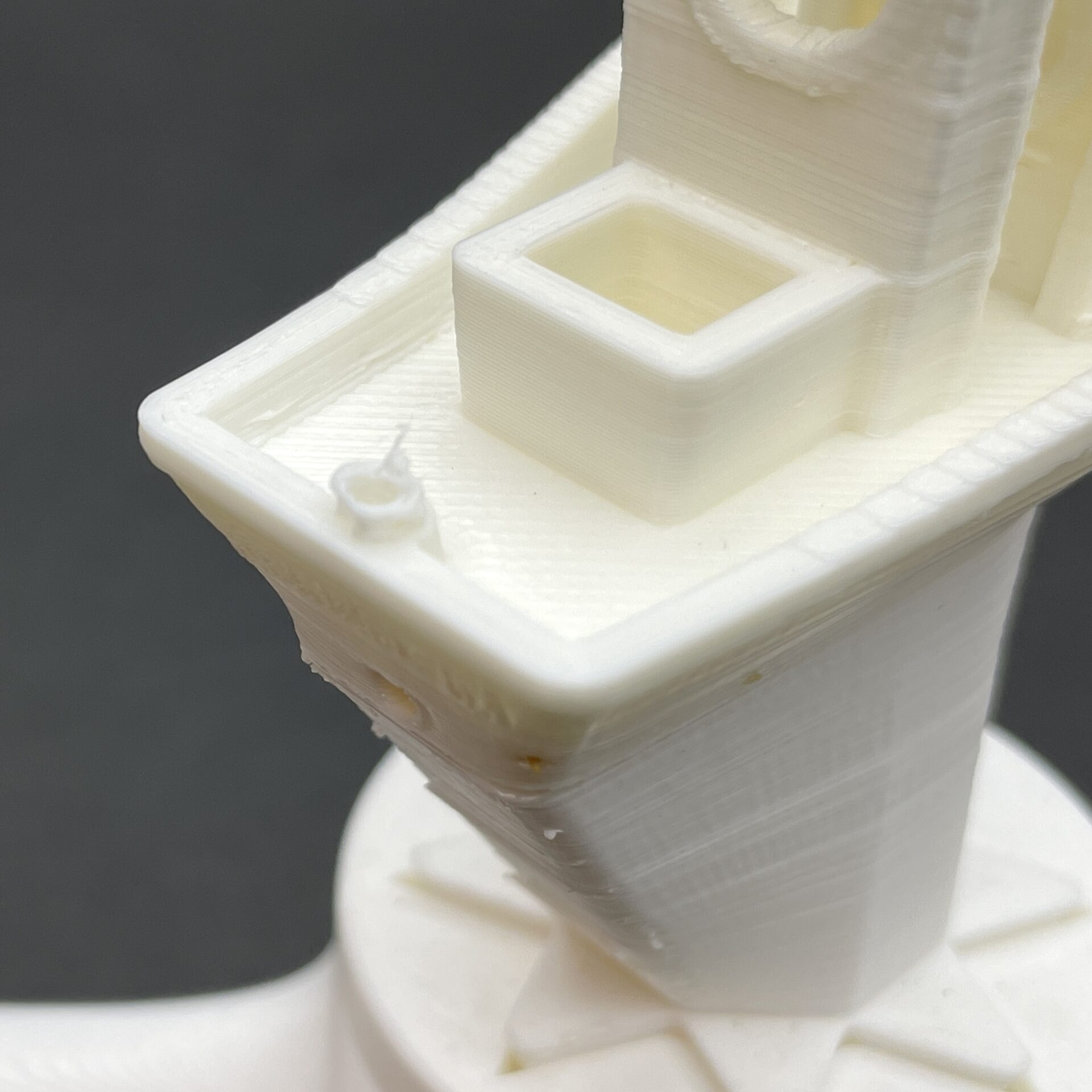 |
うーん、あまり変わりませんね・・・
庫内温度の影響ではなさそうです!!
②ノズル温度による影響
次はノズル温度です!!
こちらも層間の密着性には影響の大きいパラメータなので
何か変化が見られるでしょうか?
結果はこちら!
| ノズル温度 | 後方円筒部出来栄え |
| 235℃ | 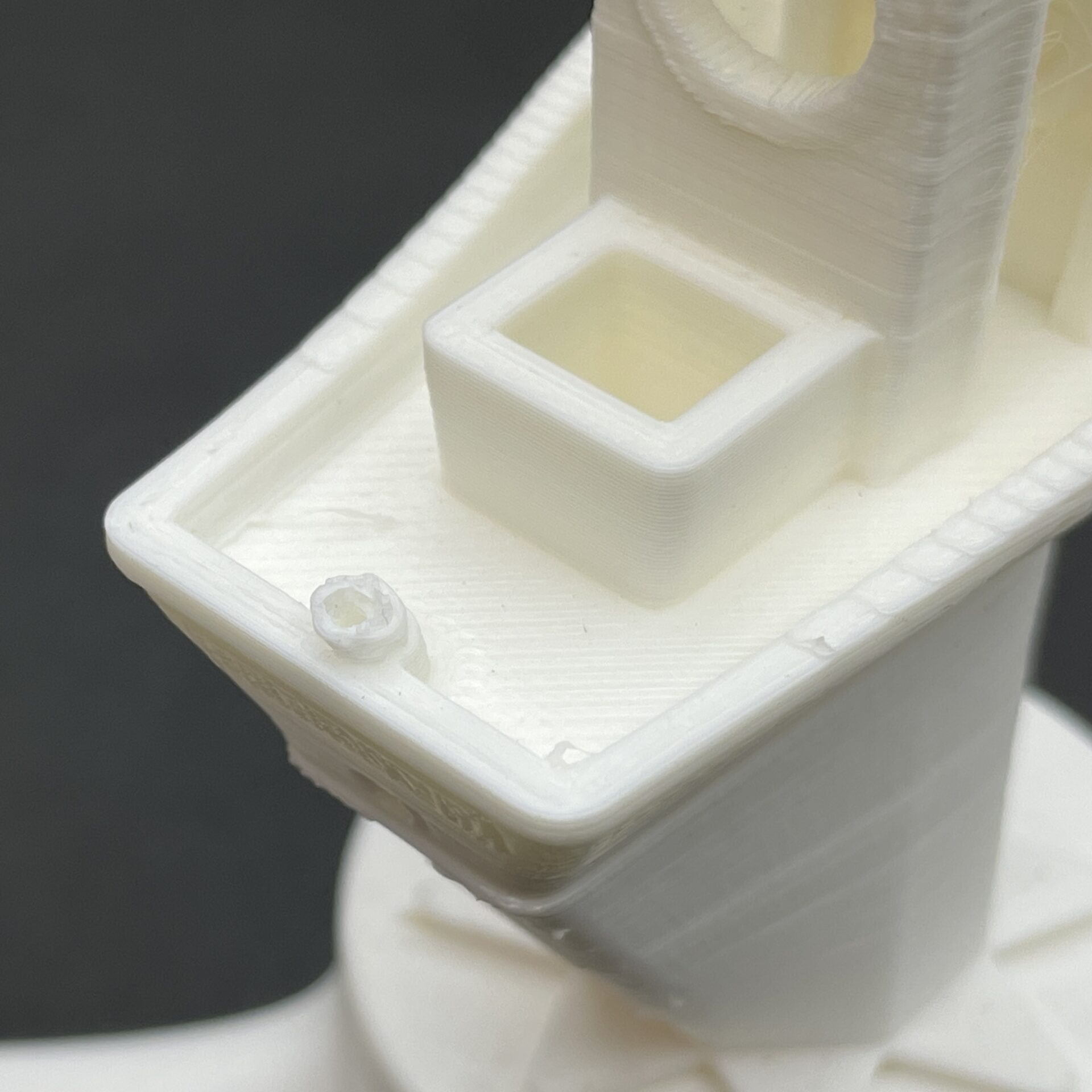 |
| 240℃ | |
| 250℃ | 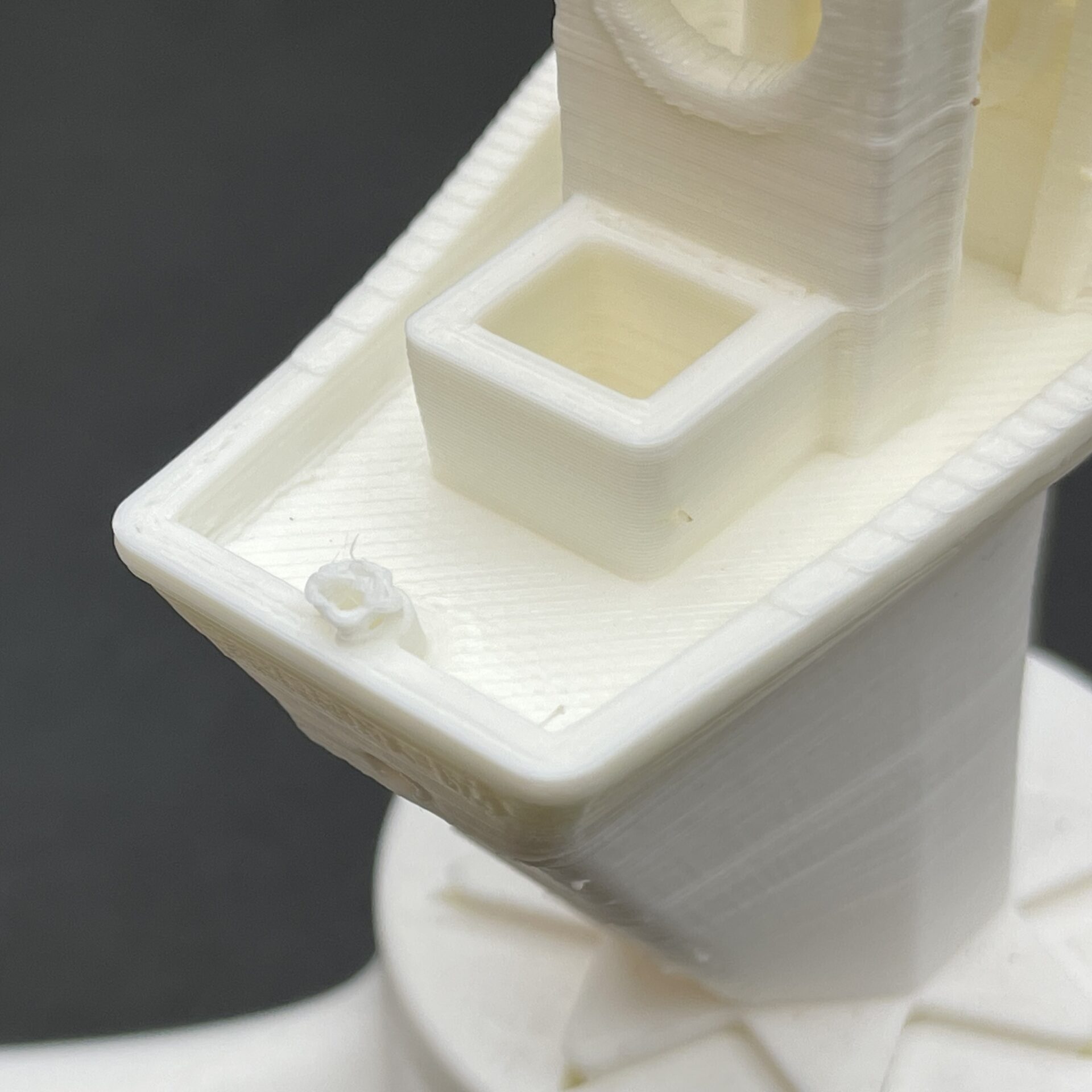 |
| 260℃ | 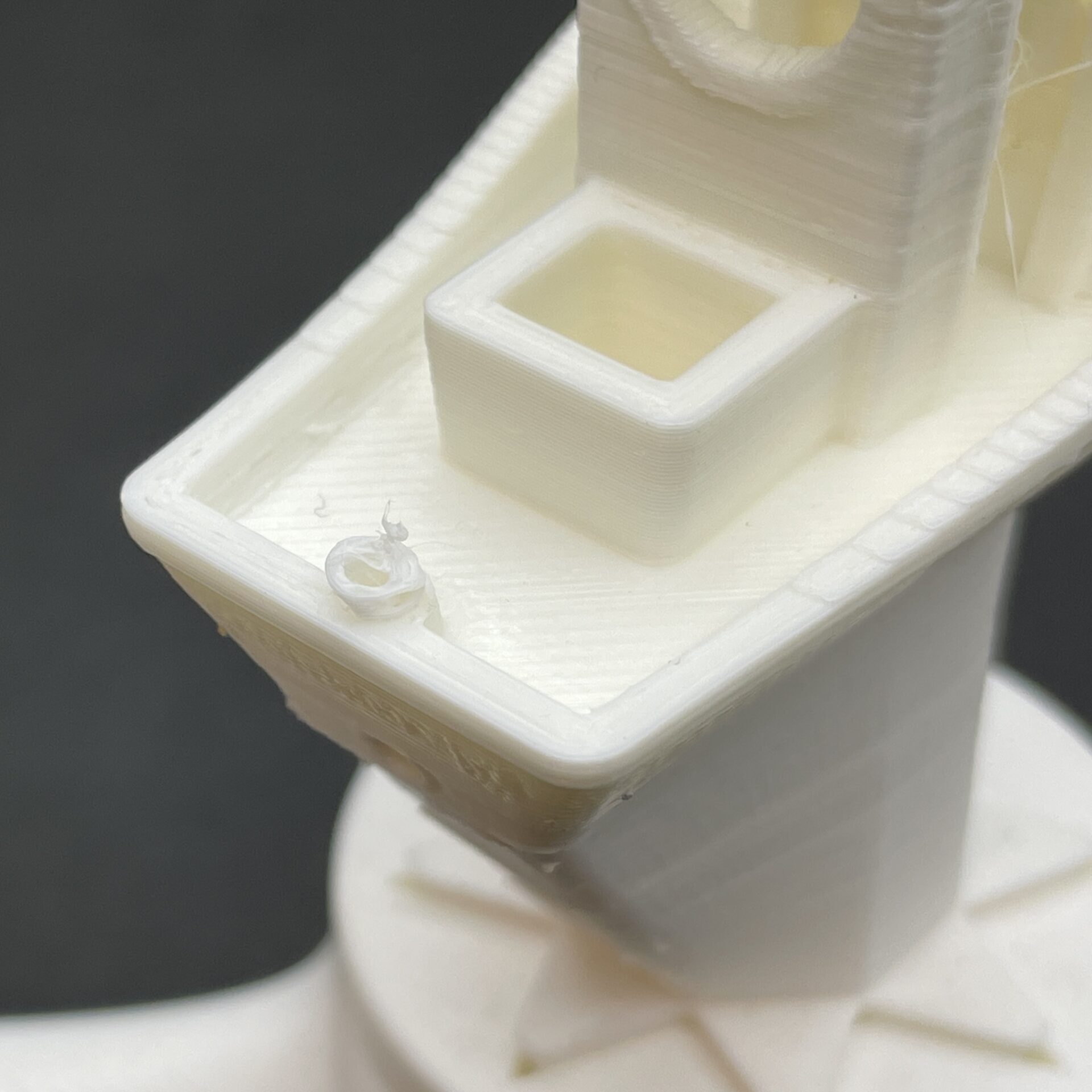 |
ぜんっぜん変わりませんね・・・
定番もののノズル / ビルドプレート温度は影響なしでしたね!!
③冷却ファンスピードによる影響
次は冷却ファンスピードです!!
ここまでの調査では全て冷却ファンスピード100%で行なっていましたが
もしかしたらそれが強すぎるのかもしれません・・・
というわけで冷却ファンスピードも条件振りしていきます!
結果はこちら!
| 冷却ファンスピード | 後方円筒部出来栄え |
| 20% | 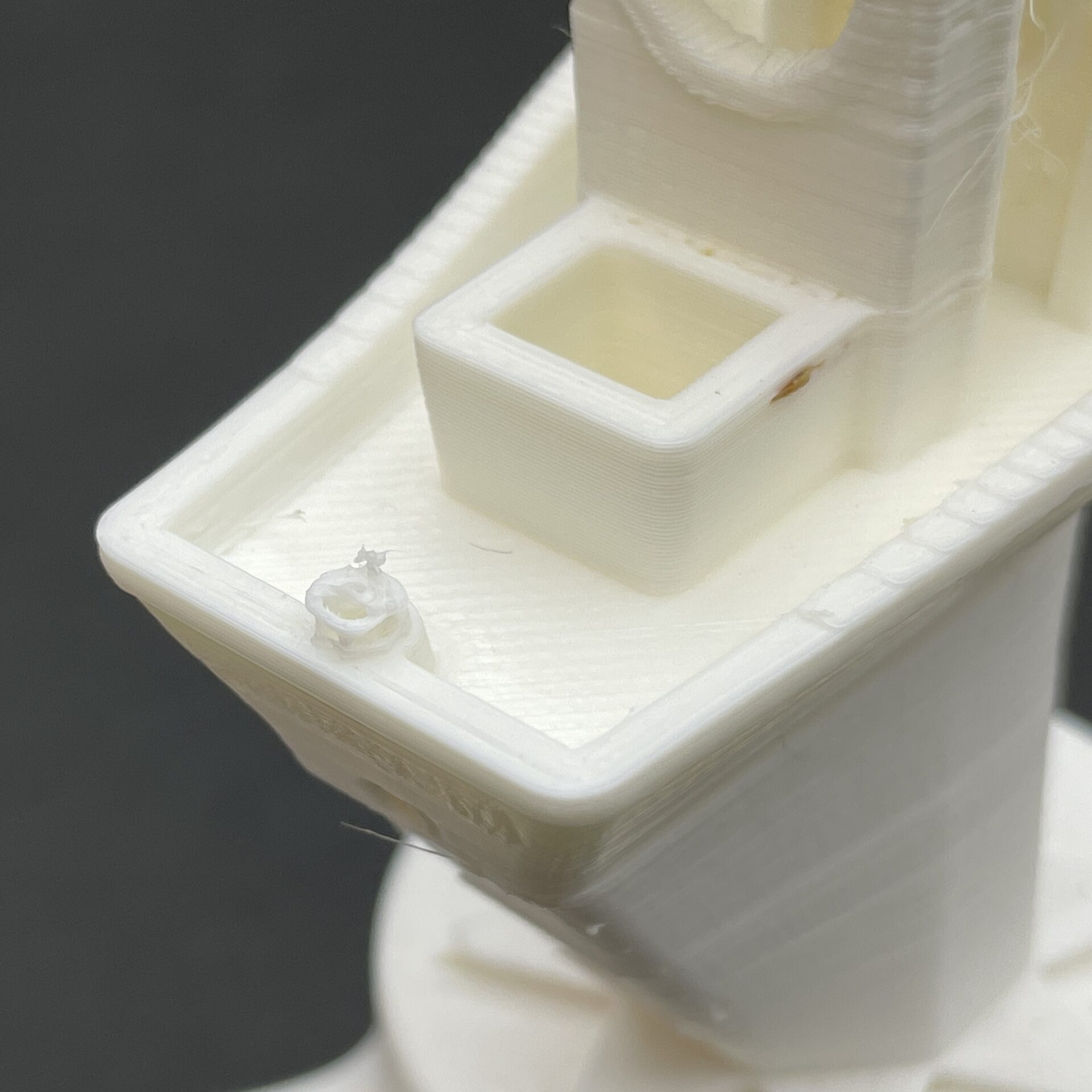 |
| 40% | 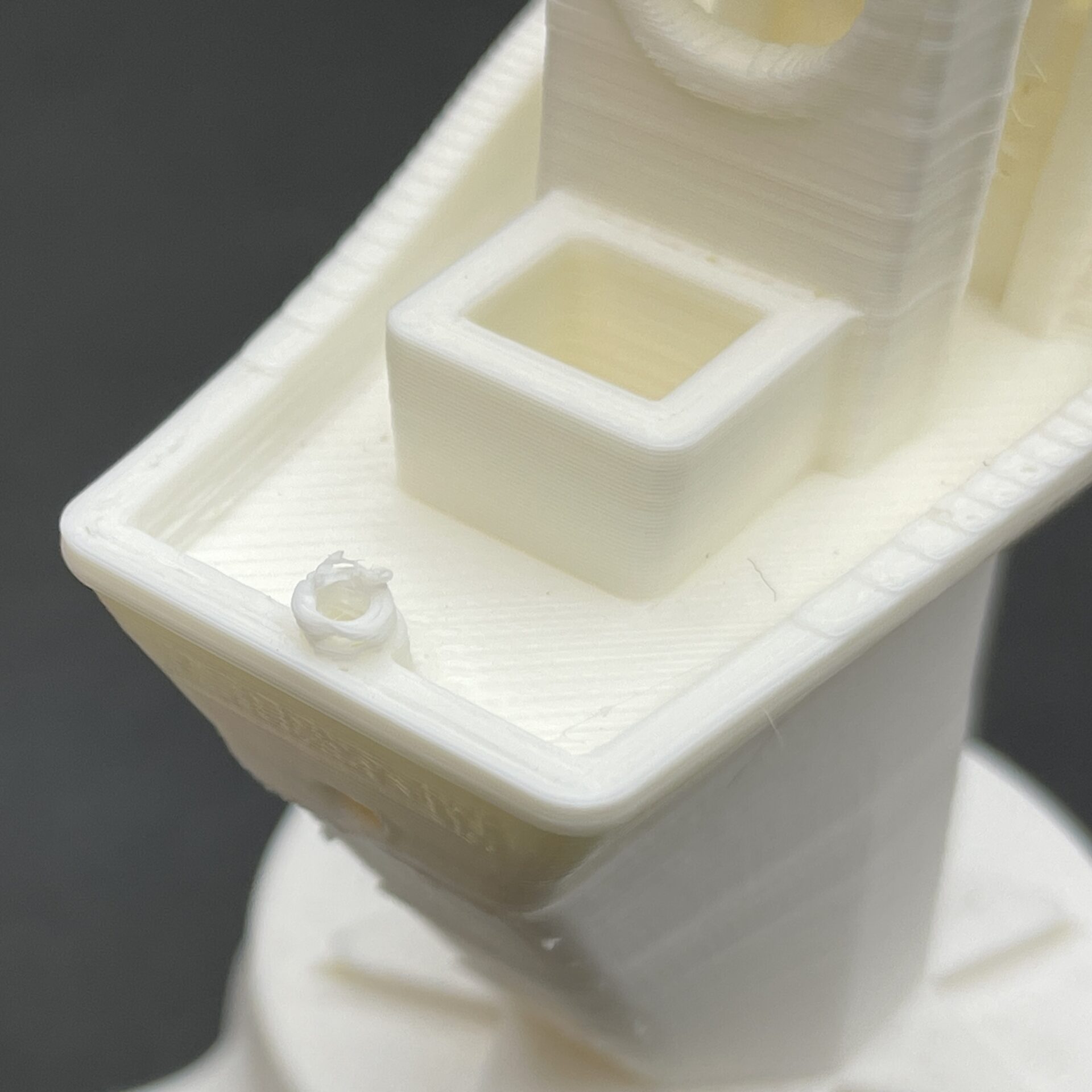 |
| 100% | 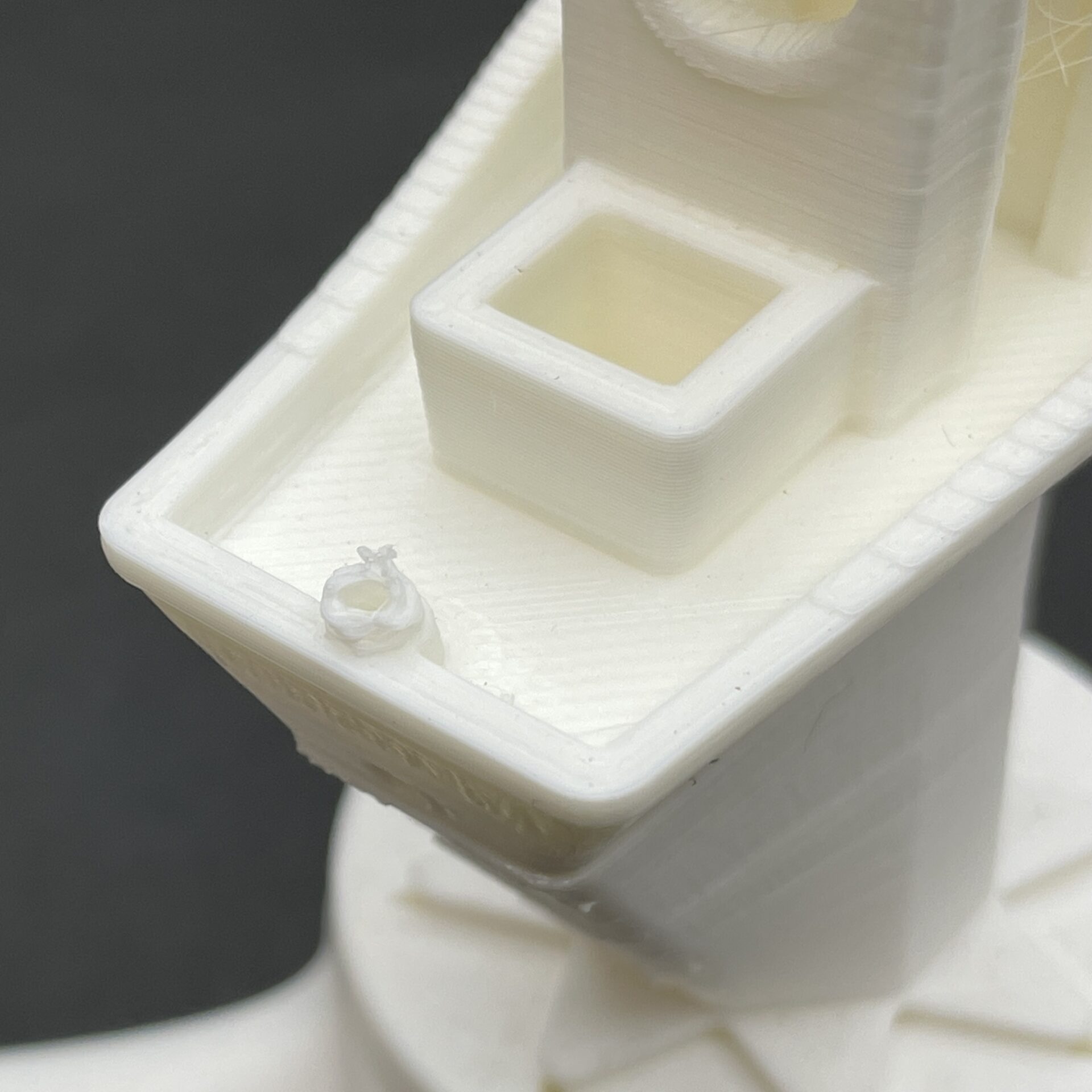 |
もうさっきから全部同じ条件じゃないかってくらい変化ないですね・・・
冷却ファンスピードも影響なしです!
普段振らないパラメータについても見ていくしかありませんね!
④リトラクション引き戻し距離による影響
上手くいかなすぎて関係なさそうなパラメータも色々振ってみた結果・・・
結論これでした!
リトラクションの引き戻し距離
です!!!
引き戻し距離は糸引きの際に調整するくらいしか触っていませんでしたが・・・
設定変更したことで遂に変化が見られました!!
結果はこちら!
| 引き戻し距離 | 後方円筒部出来栄え |
| 1.5mm | 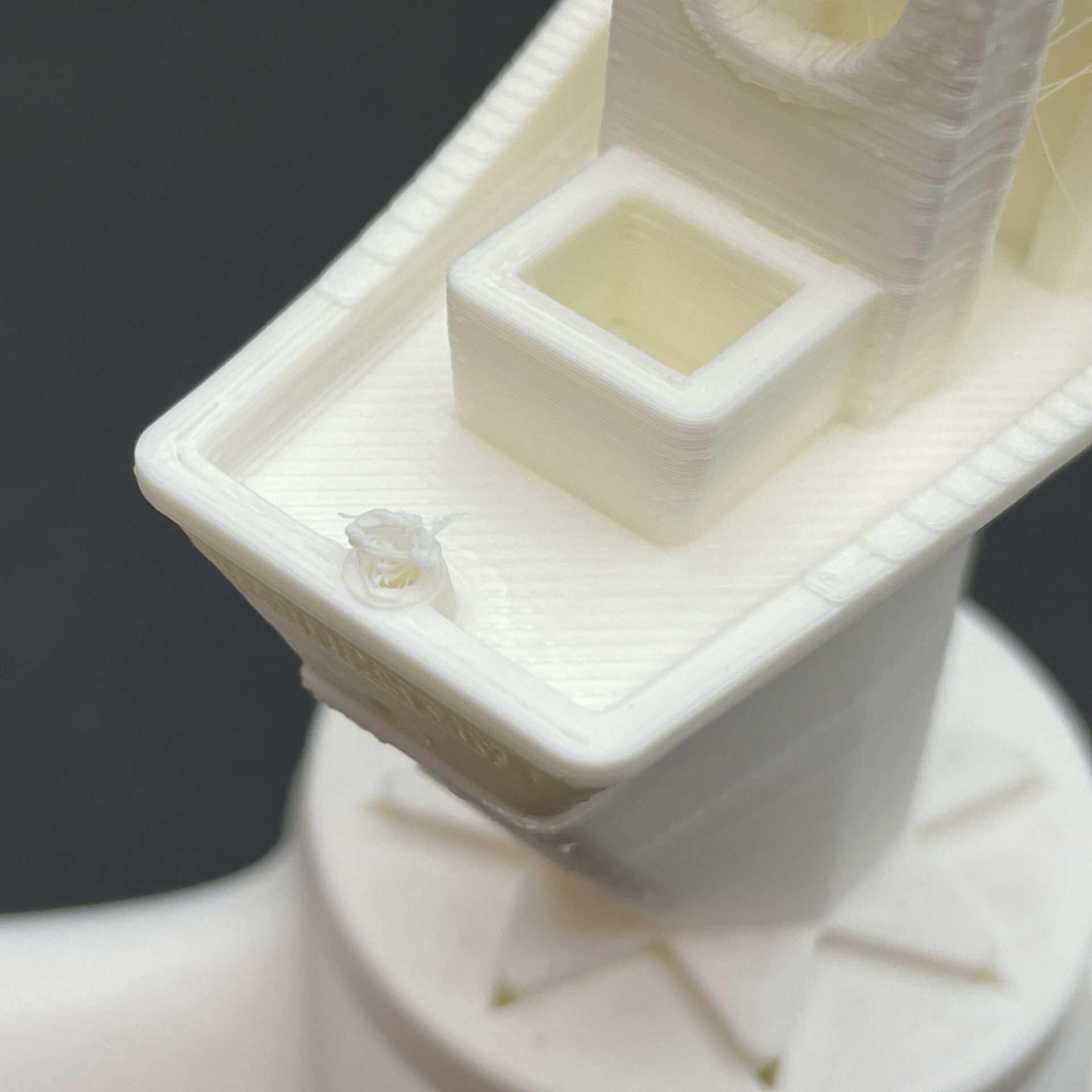 |
| 3.5mm | |
| 4.5mm | 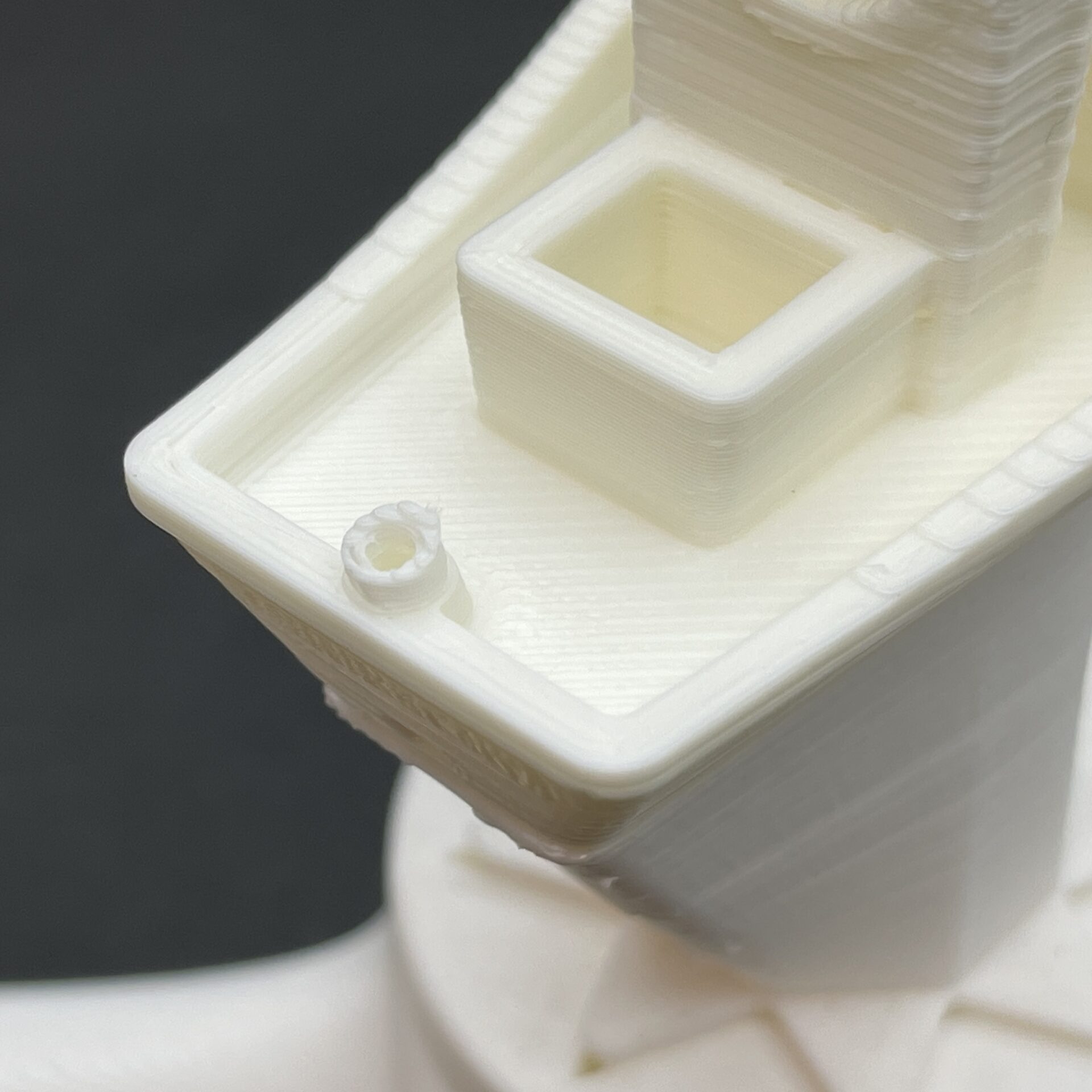 |
| 5.5mm | 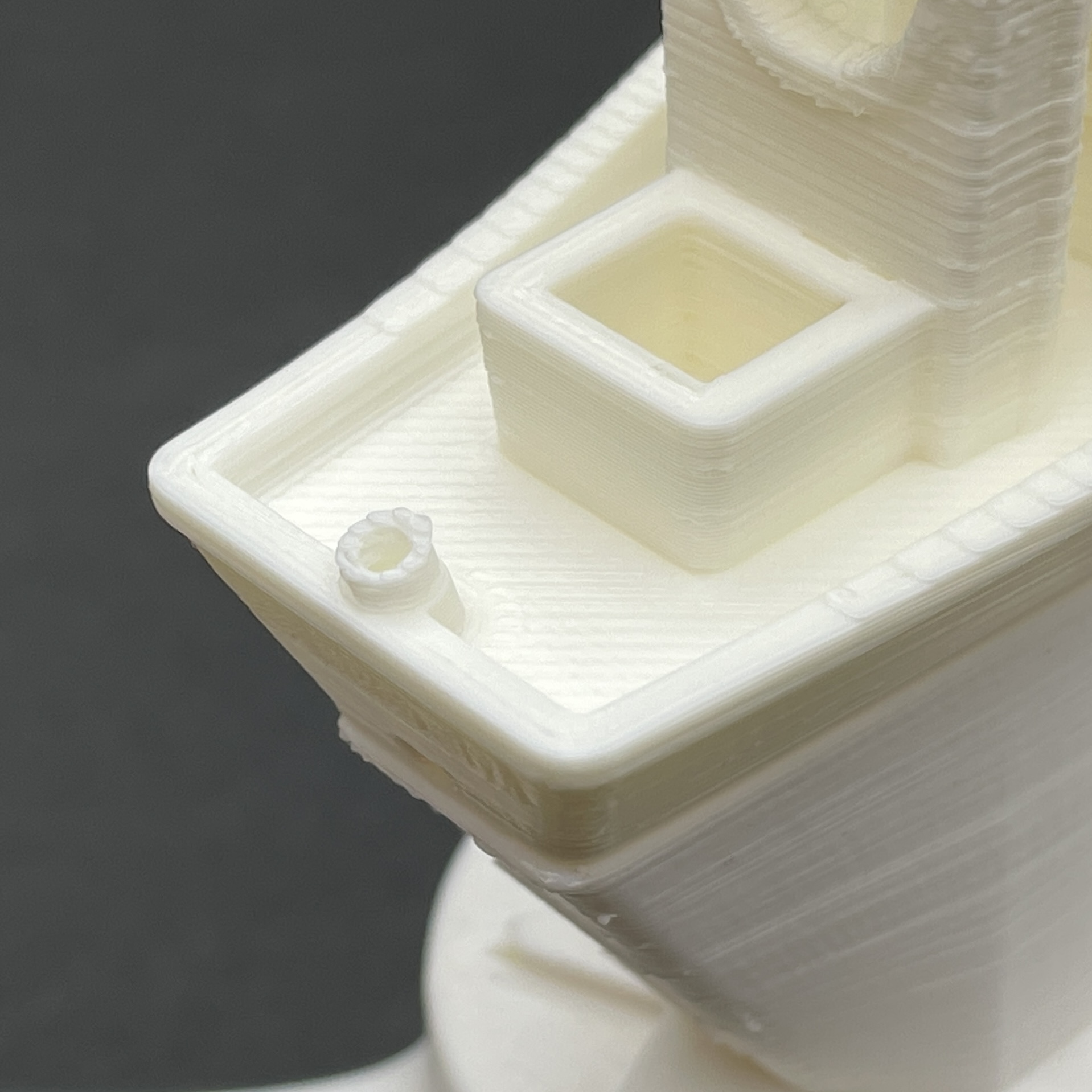 |
引き戻し距離が4.5mm以上であればしっかりと後方の円筒部分も出力されていますね!!
引きすぎかも?と思って引き戻し距離を1.5mmとしたところ
逆にかなり形状が悪くなったため気づくことができました!!
まさかリトラクション関係が影響しているとは・・・
確かに今使っているKexcelledのフィラメントに変えた際には特に設定変えていませんでした!
新しいフィラメントの条件出し時にはちゃんと確認すべきパラメータでしたね!
今回はかなり苦戦しましたが
良い勉強になりました!!!
まとめ
いかがだったでしょうか?
今回は3DBenchyの後方円筒部の形状不良対策について調査してみました!
結果、リトラクション引き戻し距離が短いと形状不良につながるということがわかりました!
引き戻し距離の設定は糸引きが酷い時にイジるくらいでしたが・・・
まさか形状不良にも影響するとは以外でした!
これかはきちんと引き戻し距離設定も確認することにします!
このあたりは実際に手を動かしてみないとわからないことですね!
とっても勉強になりました!
3Dプリンター初心者の方の参考になれば幸いです!ではまた!!