この記事の目的
みなさんこんにちは、ズーチーです。
今までPLA・ABSとチャレンジしてきて、大きな失敗なく3Dプリンターライフを満喫しております!


今回はABSフィラメントを使い切ったのを機に、 “PETG” フィラメントに挑戦してみたいと思います!
使用するのはいつも通り ”OVERTURE” のフィラメントです!

PETGはPLAとABSのいいとこ取り、な性質のようで巷ではかなり評判が良い?ようです。
正直ABSの悪いところを全然実感しておらず、なんでもABSでよいじゃんと思っちゃってますが・・・
とはいえ何事も経験なので、早速トライしていきます!
☆ちなみに私の使用しているプリンターは以下です!

QIDI TECH i mates 3D Printer,2021 New
☆プリンターについてはこちら↓

①デモプリント:適正ノズル温度確認
PETGは難しい箇所として
- 糸引き
- 1層目の定着
があるそうです。
ということでそのあたりに注目してみながらプリントしていきます。
はじめから3D Benchy を使用すると時間かかるので、適当に作成したデモモデルを使っていきます。
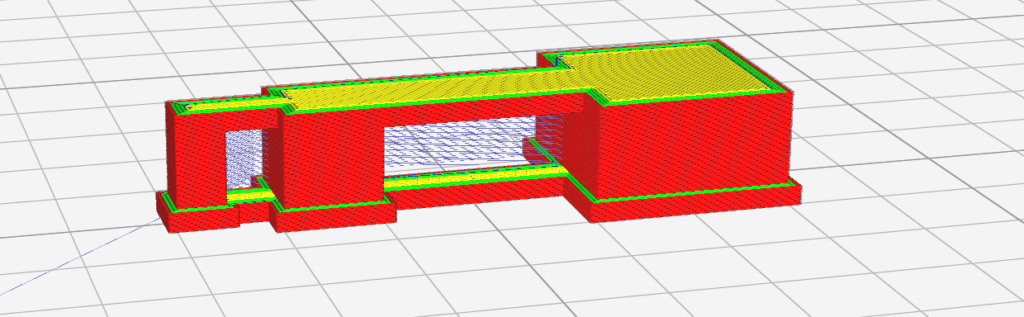
最大10mmの橋と2.5mm□の柱があるので、垂れや歪みをざっくり検出できます!
出力も10min弱で終わるので、これで様子をみてみます!
まずはスライサーソフト “QIDI Print” の“PETG” のデフォルト設定で試してみます。
デフォルトは
- Printing Temperture : 230℃
- Build Plate Temperture : 80℃
- Fan Speed : 50%
- Initial Fan Speed : 0%
です。では、モデルをみていきます!
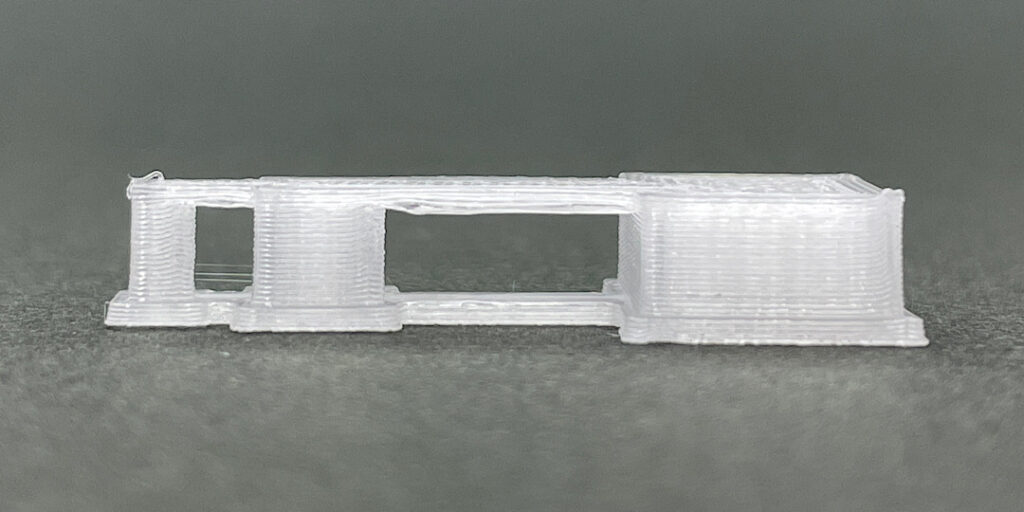
・・・別にこれで十分では??
左側の狭スペースの箇所に若干の糸引きは見られるものも、歪みも少なく良さそうです!
PETG、確かに使いやすいのかもしれません・・・
あと、透明ってなんかいいですね!笑
これでは検証にならないので、ノズル温度を振ってみます!
| Printing Temperture | 出力結果 |
| 220℃ | 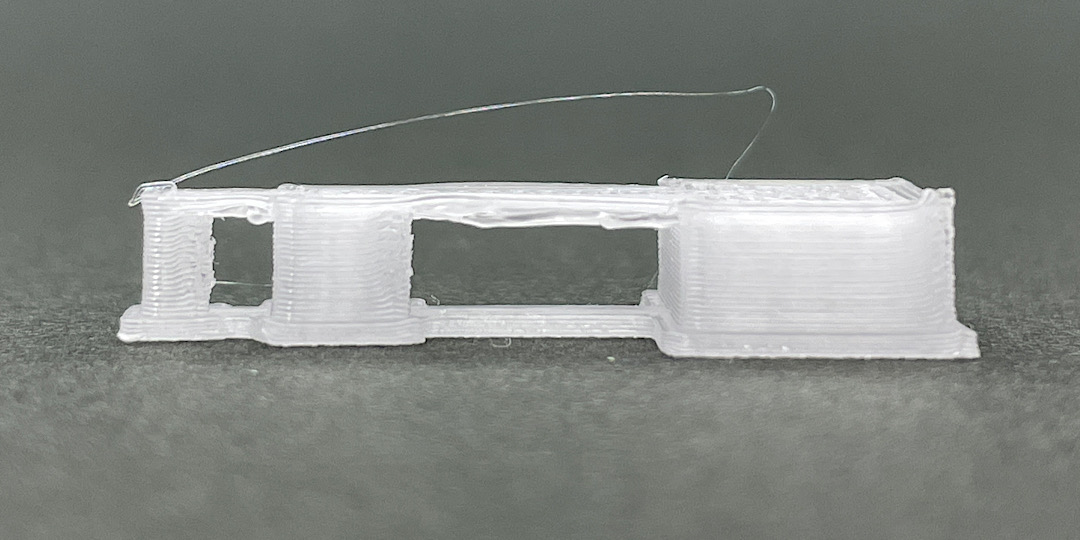 |
| 225℃ | 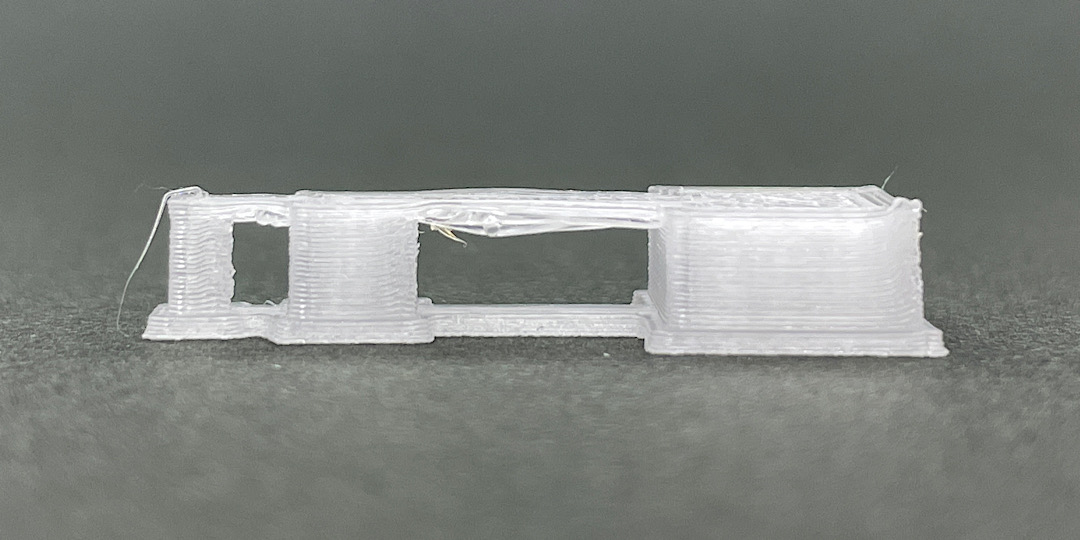 |
| 230℃ | 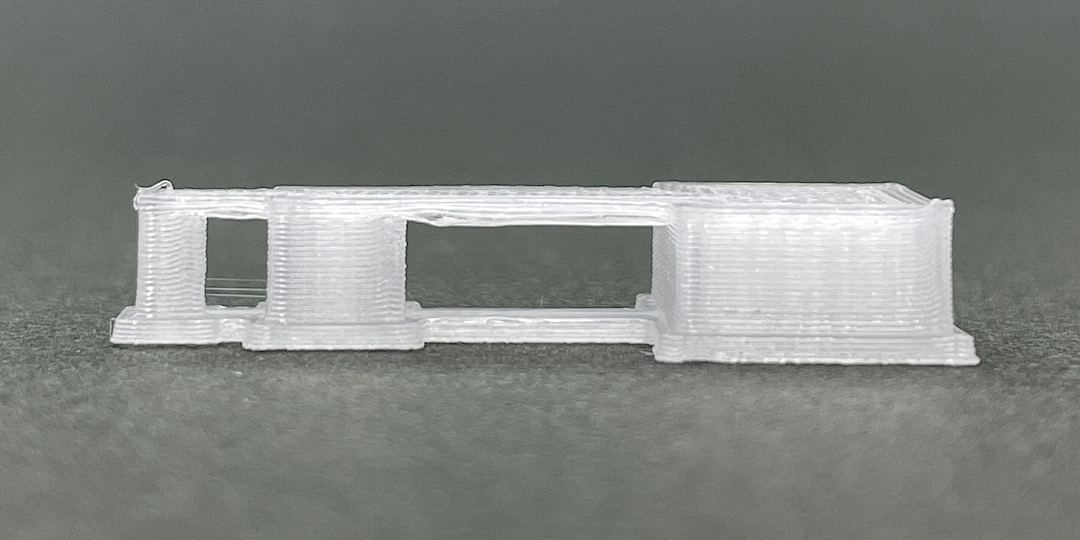 |
| 235℃ | 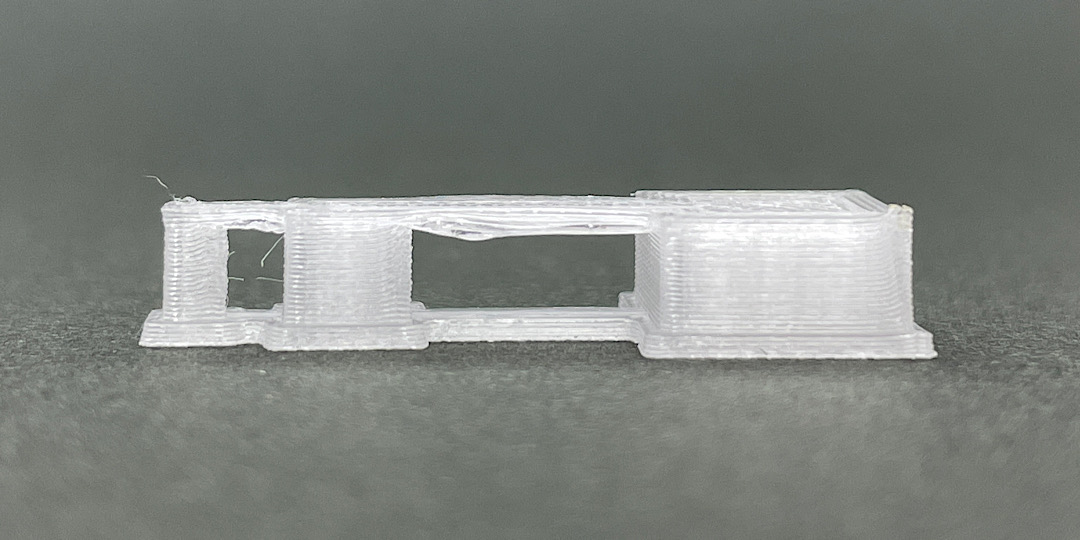 |
| 240℃ | 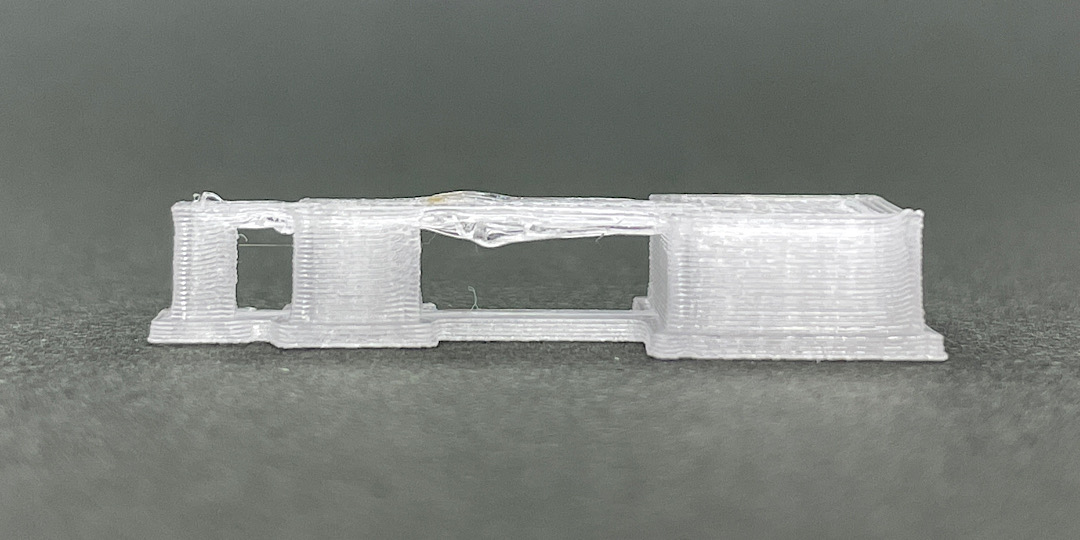 |
・・・あまり明確な影響はないようです。
温度が低くても糸引きはゼロにはならないし、中央の屋根部分の出来も温度が低くても高くても良くないです。
再現性があるかは?ですが、初回に確認した230℃設定のものが最もよさそうです。
てことでノズル温度は230℃で検証を進めていきます!!
②ファンスピードの調整
次に、ファンスピードの確認です。
ここはABSの時にも反ったりしていたので、先に確認します。
モデルは3D Benchyを使用して、時間短縮の為に75%に縮小 & 10min程度で途中停止して様子をみます。
まず、デフォルト値のFan Speed : 50% です!

・・・見覚えがあります!!
後ろ部分が盛り上がっていますね。
これはファンスピードが低すぎるという意味なはずです!ABSで経験済みです!!
というわけで今度はファンスピードを振って確認していきます。
にしても自分で言うのもなんですがこの確認方法、今までよりかなり時短になるのでオススメです!
| Fan Speed | 出力結果 |
| 50% |  |
| 60% |  |
| 80% |  |
| 100% |  |
おみごと!ファンスピードは100%でよさそうですね!
ざっくりと条件は揃ったので3D Benchyで確認してみます!
③暫定ベスト条件で確認
では、暫定的ですがベストな条件で確認してみます!
といってもデフォルト条件のファンスピードを100%に変更しただけですが笑




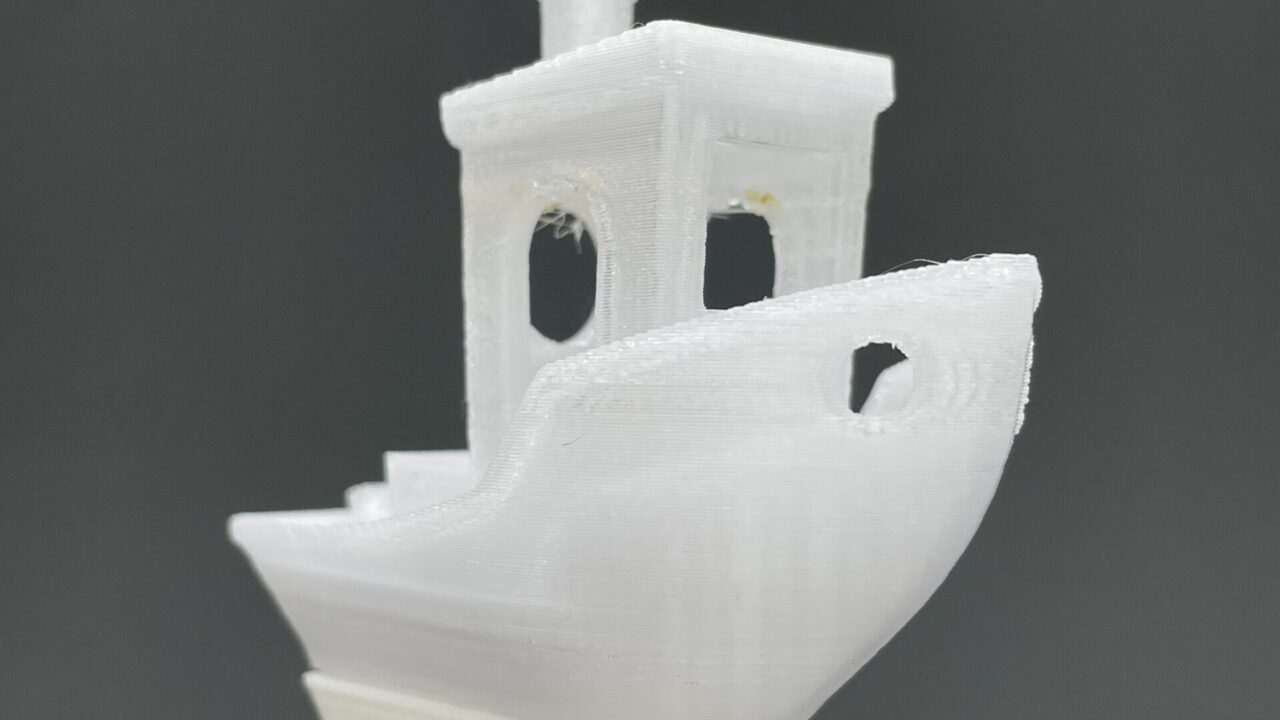
まずまずではないでしょうか!
というか透明だと良いも悪いもわかりにくい!!
糸引きもあるし、底の文字も潰れ気味なのでもう少し条件は詰められそうですが・・・
今まで苦戦した継ぎ目や柱の歪み等は目立って悪くはないので、及第点といったところでしょうか!
とりあえず問題なくプリントできそうなので、他のモデルもどんどんプリントしていこうと思います!
まとめ
いかがだったでしょうか?
ついにPETGにもチャレンジしてみました!
ほぼデフォルト条件でデモプリントはうまくいっているので、噂に違わぬ良い素材なのでしょうか。
引き続き色々プリントしてみて、使い勝手を精査していこうと思います!
PETG初心者の方々の参考になればうれしいです!ではまた!!