この記事の目的
みなさんこんにちは、ズーチーです。
現在絶賛PETGフィラメントに挑戦中です!

色々パラメータを振って出来栄え確認する際に
プリント中に段階的にパラメータを変えられたらいいのに・・・
とよく思っていました。
でも、冷静に考えたら、そういう設定無いわけないじゃん!と思い調べてみると、
ちゃんとありました!
そりゃそうですよね。しかも専用のモデルまであるじゃないですか!
これは是非マスターしておきたいです!
というわけで今回は、
gcodeの設定でプリント中に段階的にパラメータを変更していく方法
を紹介します!
☆ちなみに私の使用しているプリンターとフィラメントは以下です!


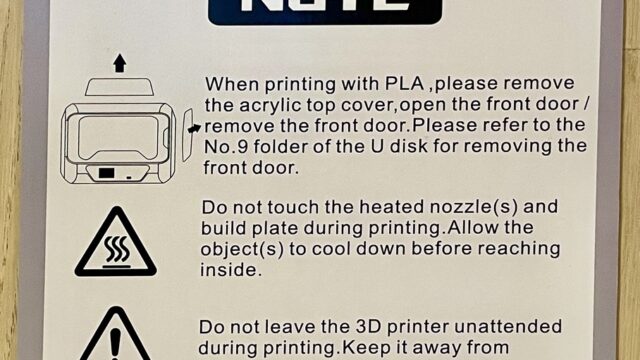
☆プリンターについてはこちら↓

①G-codeとは?:中身をみてみる
3Dプリンターは”G-code”と呼ばれる形式でパラメータの細かな設定が読み込まれています。
スライサーソフトで作成した.gcodeファイルをテキストエディタで開くと・・・
めちゃくちゃ長ーいテキストがひたすら出てきます。
もはや呪文ですね。
ググってみると・・・・日本語では良い感じの一覧見つけられなかったのですが、英語版のwikiではありますね!

やっぱり3Dプリンター関連は海外の情報が豊富です。
読んでみると、G—とかM—とかが命令コードなようです。
X,Yとかが座標指定とかで・・・
ところどころ”layer:1″とか”TYPE:WALL-INNER”とかコメントも書かれているので、
なんとなくどのあたりの命令をしているかは雰囲気掴めます。
が、細かいところはさっぱりわかりませんね笑
細かいところも理解しきれないし、できても数万行のテキストをレイヤー毎に調整するとか厳しそう・・・
でもそんな心配は無用でした!
スライサーソフトの設定でgcodeを弄らずともレイヤー or Z座標単位 でのパラメータ設定を調整できるコマンドがありました!
さっそく試していきます!
②プリント中に段階的に温度を変えてみる:設定前準備
まずは今回トライしてみるモデルです。
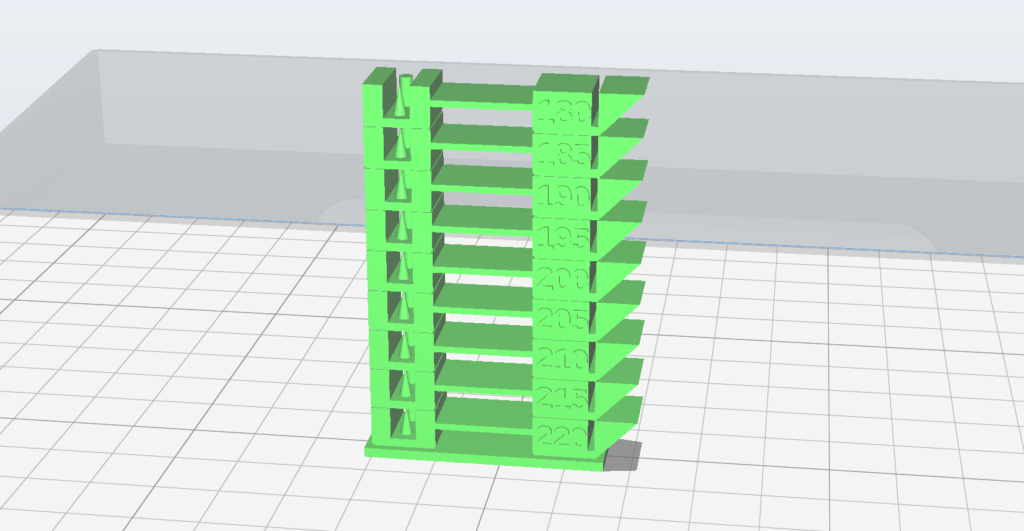
まさしく温度を段階的に変えて出来栄え確認するためのモデルです。
そりゃみんな条件出しの効率化考えますよね!先人の方々に感謝です!
こちらのモデルも、pinshapeでダウンロードできます!

ではスライサー側の設定です!
通常と同様にパラメータ設定を行った後に温度変更の設定をしていきます。
事前に、温度の変更点としたいZ高さ or レイヤーNo を控えておきます。
今回はモデルの高さがよくわからなかったので レイヤーNo を変更点として温度変更させていきます。
このモデルは9階建てなので、各階層で温度が変わっていくように設定します。
1階部分は初期設定として220℃として、そこから1階上がる度に5℃づつ温度を上げていくよう設定します。
250℃を超えると設定できなかったので、本当は9階建てですが7階でストップしてます。
表にすると以下の感じです。
| 階層 | 設定温度 | 開始レイヤーNo |
| 7F | 250℃ | 200 |
| 6F | 245℃ | 168 |
| 5F | 240℃ | 136 |
| 4F | 235℃ | 104 |
| 3F | 230℃ | 72 |
| 2F | 225℃ | 40 |
| 1F | 220℃ | 1 |
では実際に設定していきます!
③プリント中に段階的に温度を変えてみる:スライサー 設定
QIDI Print 画面上部の”Extension” → “Post Processing” と進み “Modify G-Code” を選択する
“Add a script” をクリックしてプルダウンから “ChangeAtZ”を選択する
画面右側のChangeAtZタブ中の”Trigger”欄に”Height”かLayer No.かどちらかを選択する(今回はLayer No.)
Change Layer 欄にパラメータ変更を開始したいレイヤーNoを入力する
Change Extruder 1 Temp 欄を選択し、Extruder 1 Temp に変更したいノズル温度を入力する
Add a script からExtruder 1 Temp 設定まで(②〜⑤)までを変更したい階層分繰り返す
Closeを選択して通常画面に戻る
あとは右下のPrepare で通常と同じようにgcodeファイルを作成してプリントすればOKです!
③プリント中に段階的に温度を変えてみる:実際の出来栄え
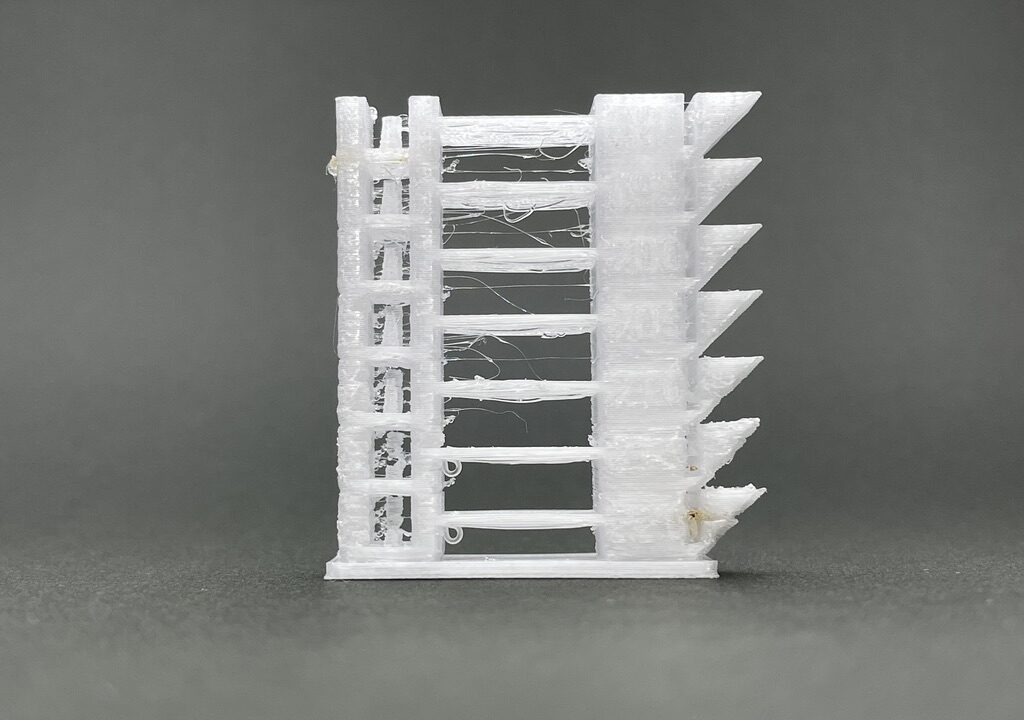
実際にプリントしてみた結果がこちらです!
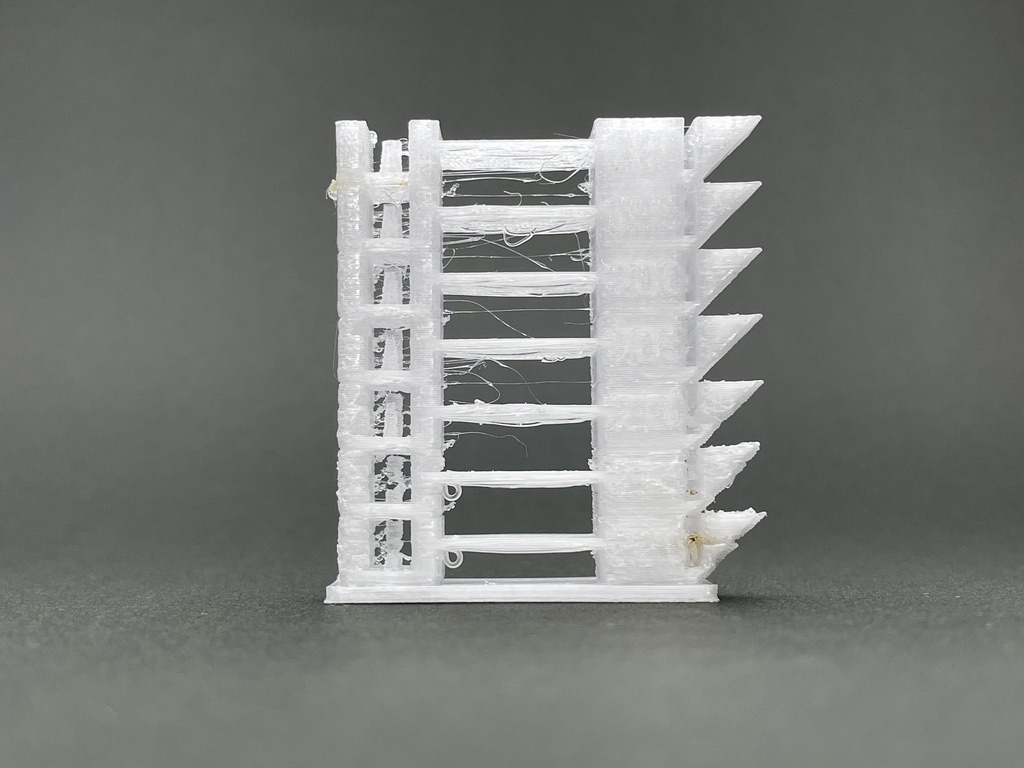
ちゃんと予想通りに、上の階層にいくほど糸引きが増加しています!
3Dプリンター側の表示でもちゃんと階層が変わる毎にノズル温度も切り替わっていました!
設定は成功したようです!
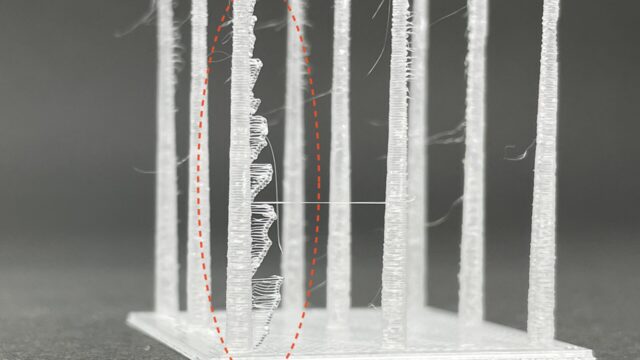
それぞれを細かく見ていくと・・・
| 階層 | 設定温度 | 出来栄え |
| 7F | 250℃ |  |
| 6F | 245℃ |  |
| 5F | 240℃ |  |
| 4F | 235℃ |  |
| 3F | 230℃ |  |
| 2F | 225℃ |  |
| 1F | 220℃ |  |
- 糸引きだけを考えると、230℃以下が良さそう
- モデル両端の直線性をみると、少なくとも235℃以上が良さそう
ということが見てとれますね。つくづくトレードオフな世界ですねぇ。
噂の通り、PETGは最適条件マージンが狭いですね。
リトラクションやプリントスピードとの兼ね合いでも結果は変わってきそうですが、
現状235℃が無難かな、と判断しておきます!
まとめ
いかがだったでしょうか?
細かく見ていけばいくほど、奥の深い世界だなぁと思います。
ただ、今後の条件出しに対してプリント中でパラメータを変更できることはとっても時短になりそうです!
Gcodeを思うがままに操る・・・まではいける気がしませんが、
簡易的な設定はスライサーソフトでできることがわかりました!
今回の経験は非常に大きなものになりそうです!
3Dプリンター初心者の方々の参考になればうれしいです!ではまた!!