この記事の目的
みなさんこんにちは、ズーチーです。
PETGのフィラメントに挑戦し始めました!

今のところ順調ですが、プリントしているうちに
底部分の寸法が太ってしまう “エレファントフット” が目立っていることに気づきました。
今回は下層部分もまっすぐにプリントできるように検証していきます!
☆ちなみに私の使用しているプリンターとフィラメントは以下です!


☆プリンターについてはこちら↓

①現状確認
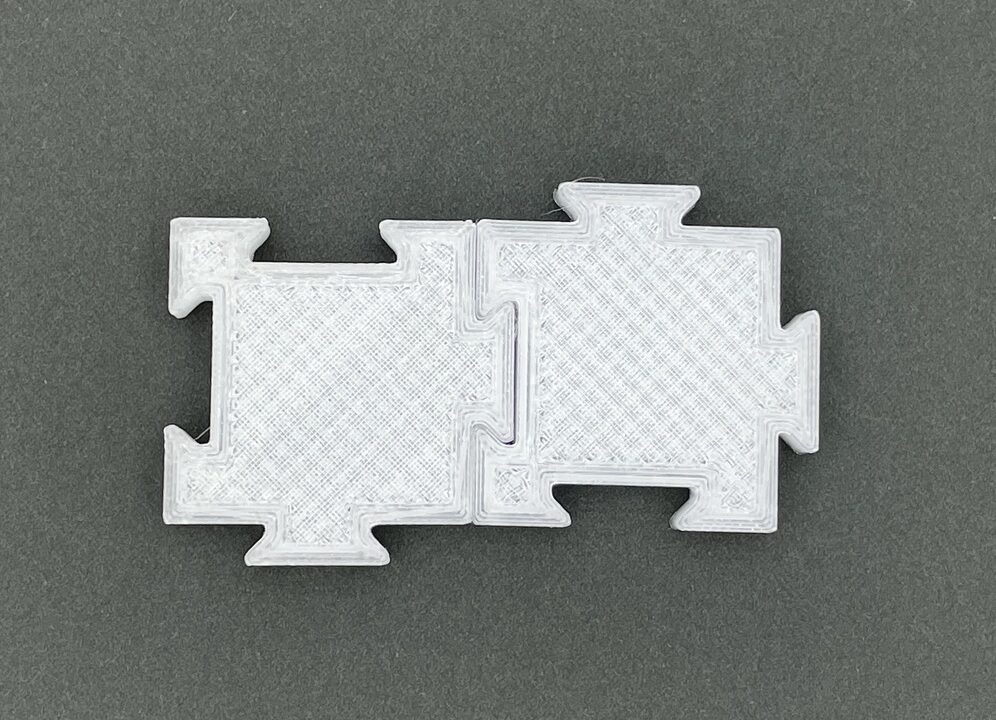
組み合わせて使える整理ツールを作ろうかなぁと思い、パズル的な接合のデモを以下のモデルでトライしてみました!
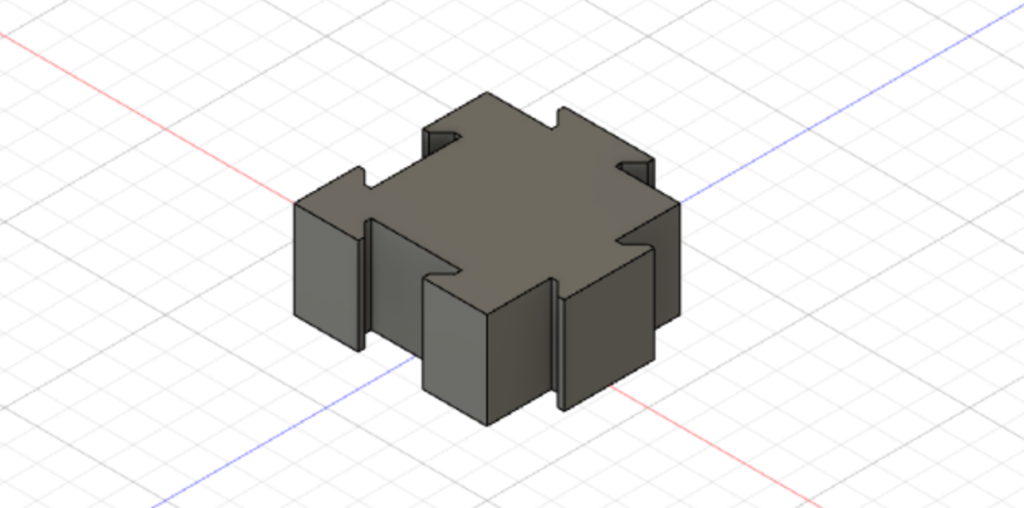
モデル自体はちゃんと出力されるのですが・・・“エレファントフット”が目立っています!
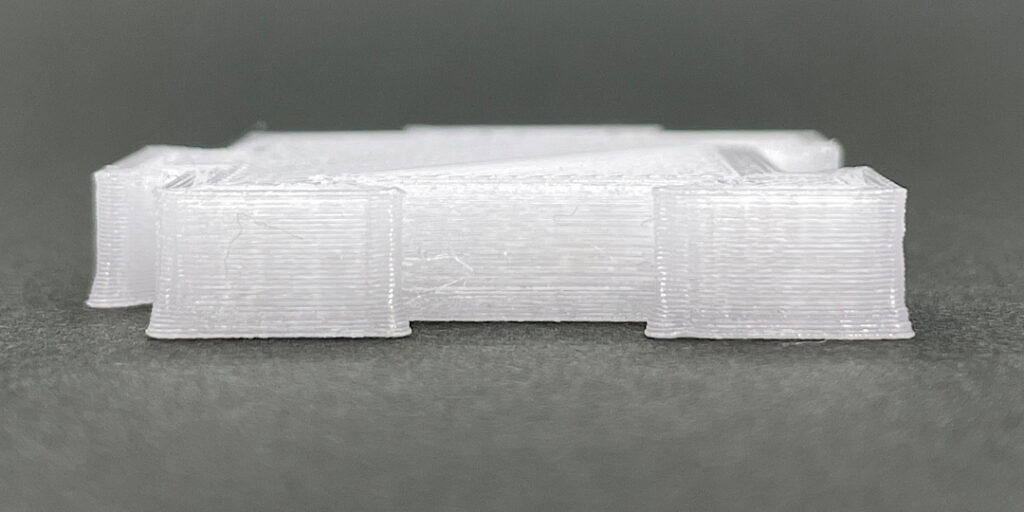
すごーく下層が広がっていますね・・・
これでは絶対うまくはめ込みできませんね。
ということでパラメーター調整していきます。
1層目に関連するパラメータとしては
- Initial Fan Speed
- Build Plate Temperture
とかでしょうか。
とりあえず条件振って確認していきます!
②条件ぶり:Initial Fan Speed
まずは下層プリント時のファンスピードを振っていきます。
デフォルト0%から上げていきます!
| Initial Fan Speed | 出力結果 |
| 0% | 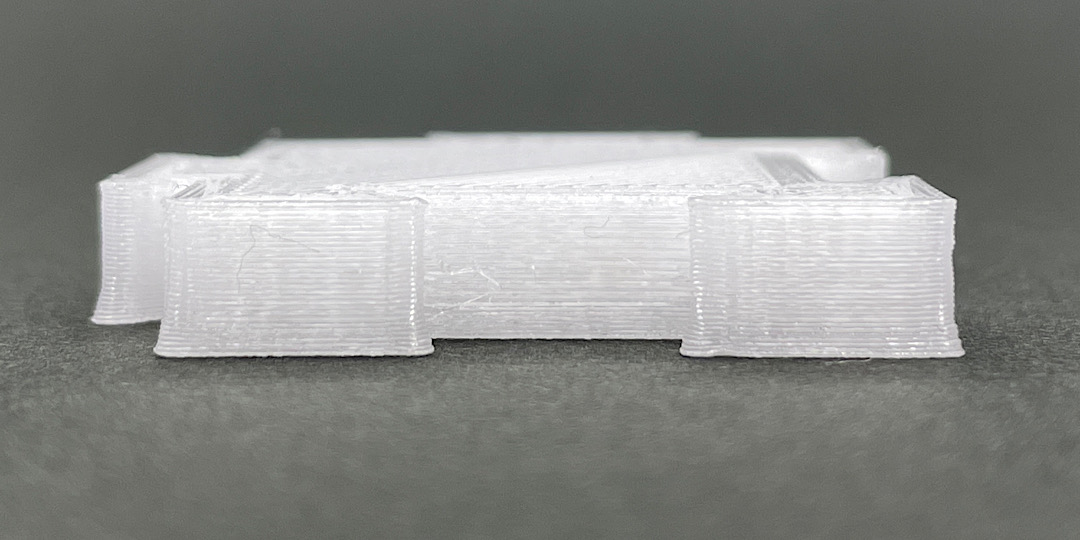 |
| 20% | 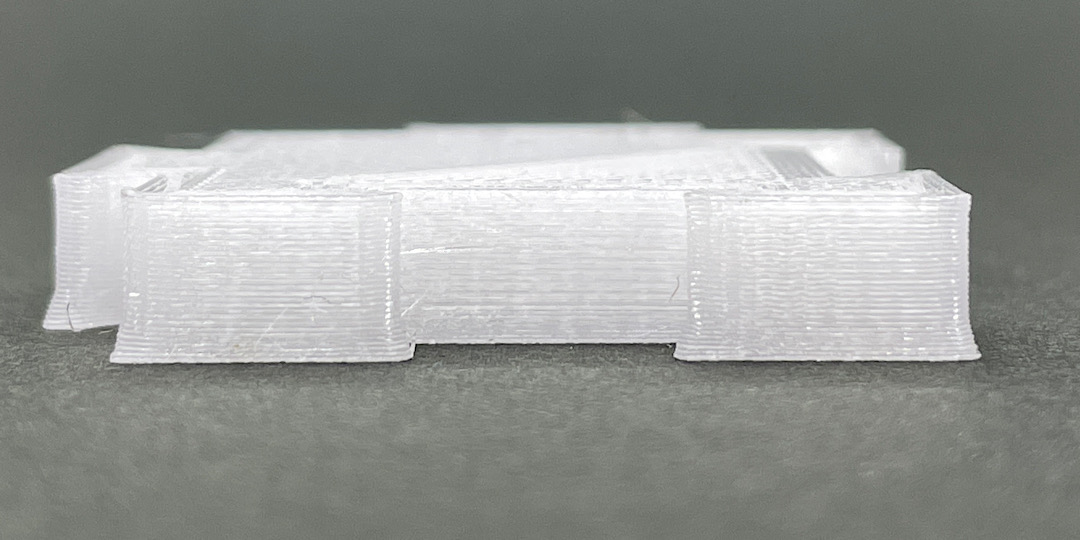 |
| 40% | 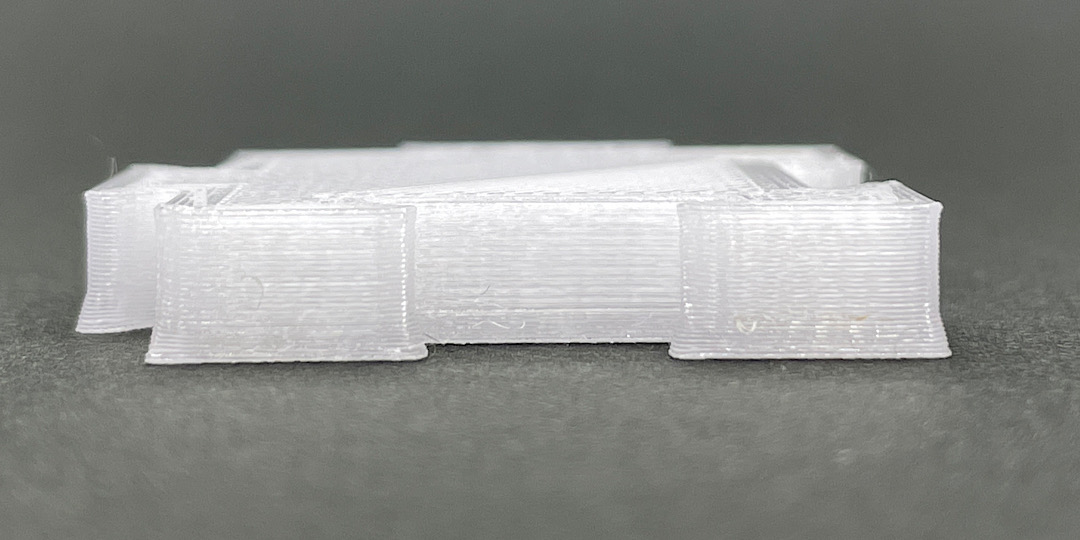 |
ぜんっぜん変わりませんね
現状ファンスピードは影響小さそうです。次っ!!
③条件ぶり:Build Plate Temperture
次ははビルドプレートの温度です。
定着しないとすごくノズルが汚れたのでちょっと怖いですが・・・
デフォルト80℃から下げていきます!(ファンスピードはデフォルトの0%です)
| Build Plate Temperture | 出力結果 |
| 80℃ | 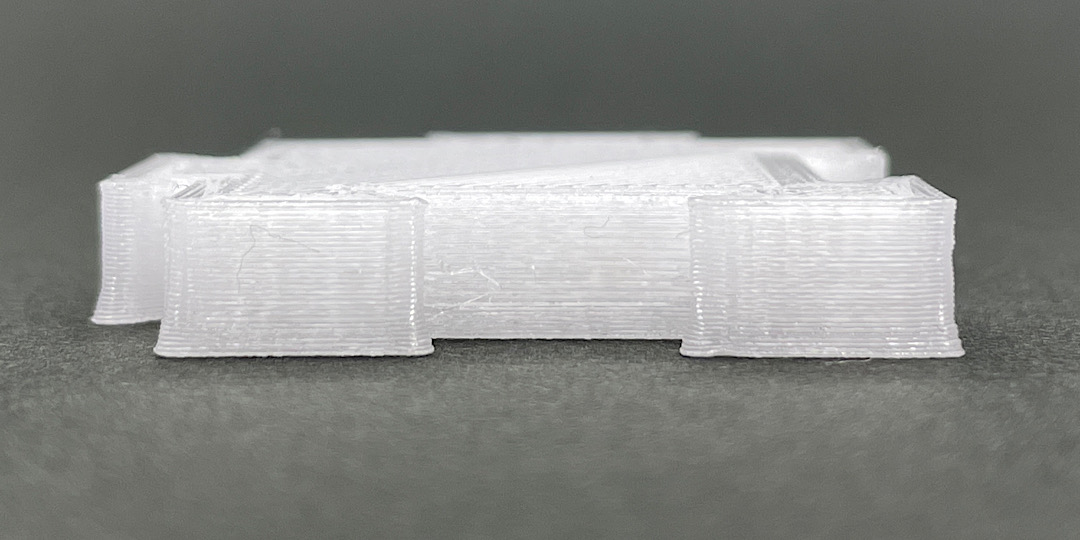 |
| 60℃ | 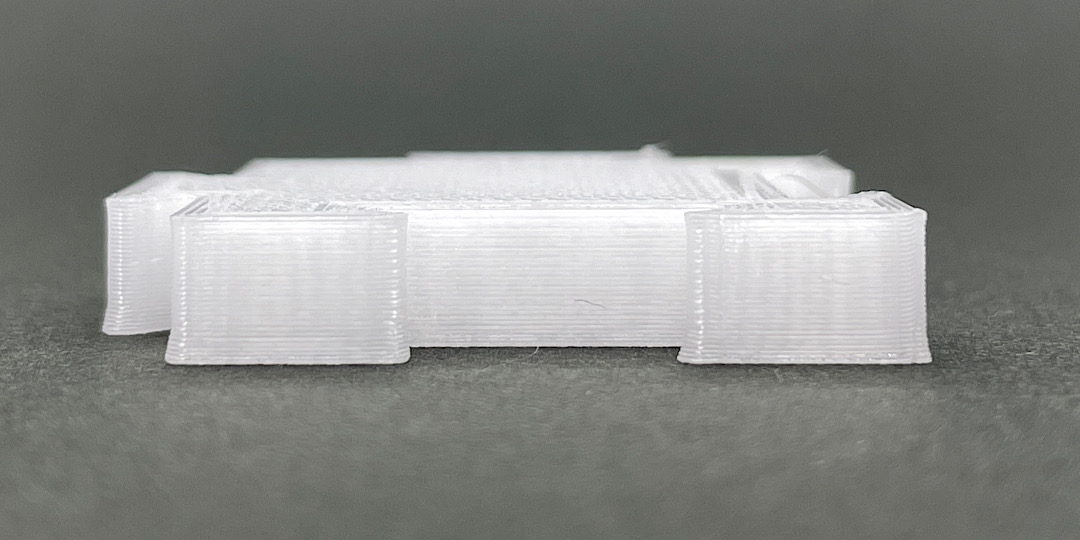 |
| 50℃ | 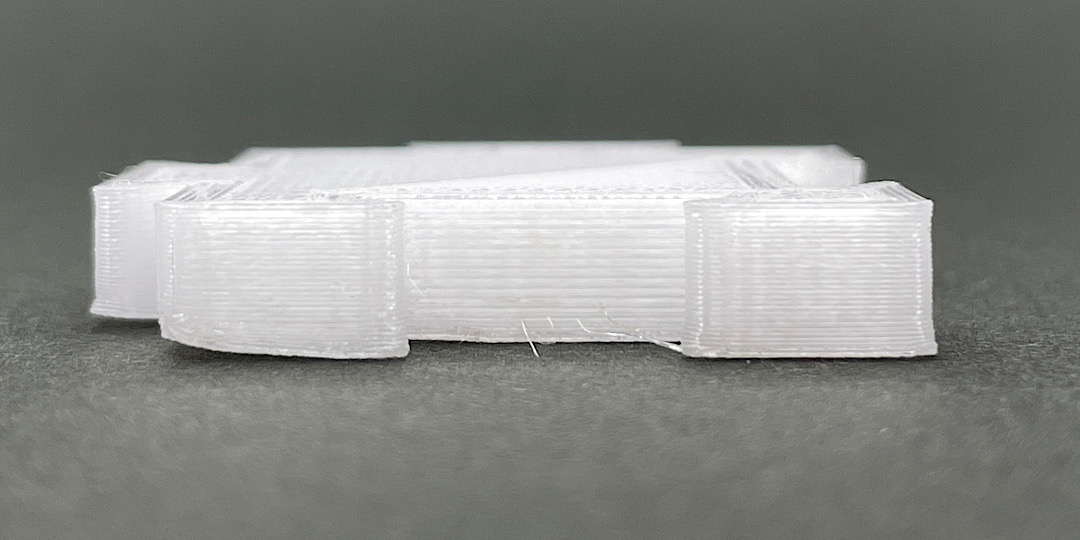 |
これは違い出ましたね!
プレート温度50℃では左側がうまく定着しておらず剥がれかかっていますね!
一方で右側はやはり下層が広がっており・・・最悪ですね笑
こうなるとビルドプレート温度の調整でも厳しそうです。
一応それぞれ上記2パラメータを条件変更したものも見てみます。
- Initial Fan Speed:0%→40%に変更
- Build Plate Temperture:80℃→60℃に変更

ダメダメです・・・
こうなれば最終手段です!!
④最終手段:Build Plate Adhesion Type の変更
そろそろ成功例が欲しいので、土台部分の設定を変更しちゃいましょう。
今までは”Skirt”設定でしたが、“Raft” で確認してみます。
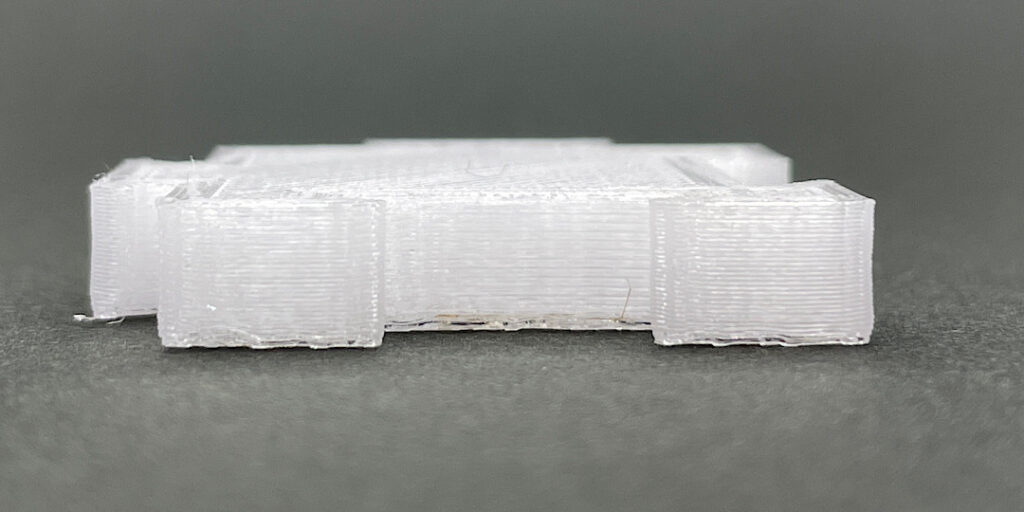
まっすぐになりました!
やっぱりRaft最強じゃん!!
いや、なんとなくわかってはいたんですよ・・・
でもプリント時間が30minほど伸びるので出来るだけ他の調整でうまくやりたい気持ちがあったんです・・・でも早くRaftで試しておけばよかったです。
ちなみに、条件出しと同時に接合のはめ込み性も確認していました。
案の定、凸部と凹部が同じCAD寸ではきれいにはまらなかったので
凹部を凸部に対して0.3mm広げてCADを書くことでぴったりはまりました!
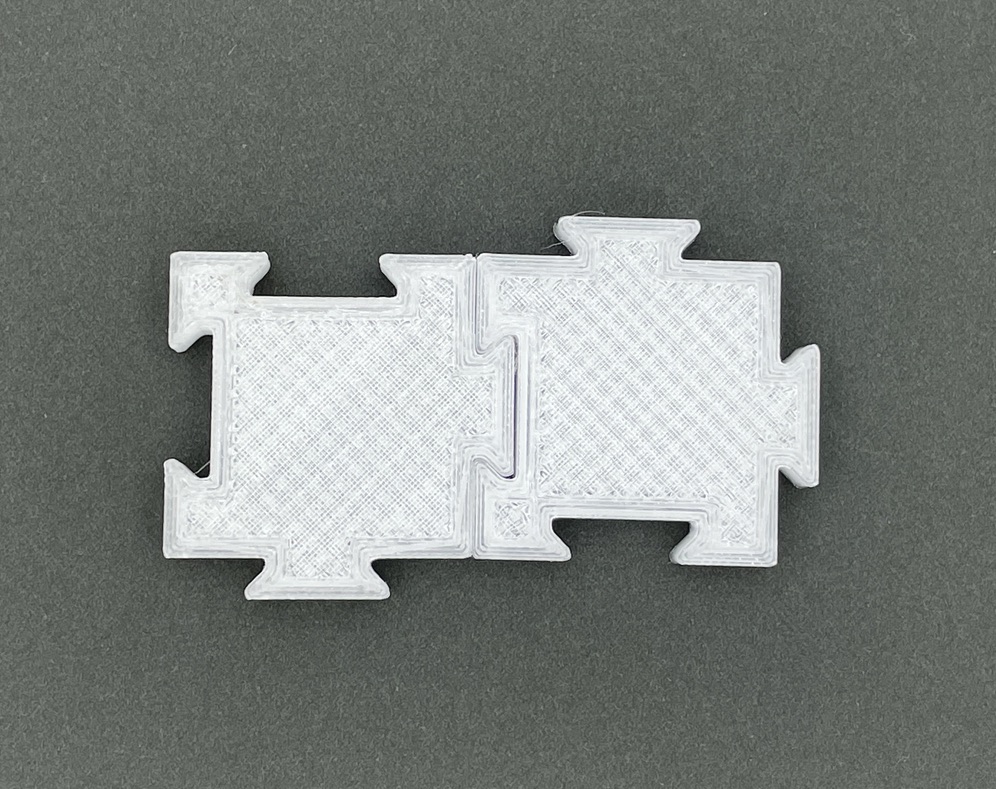
色々ありましたが、接合デモは成功です!
まとめ
いかがだったでしょうか?
中々パラメータ調整は難しいですね。
結論 Raft最強!って感じになってしまいました。
ともあれパズル的な接合もできるようになりました!
色々と応用していきたいと思います!
3Dプリンター初心者の方々の参考になればうれしいです!ではまた!!



