この記事の目的
皆さんこんにちは、ズーチーです!
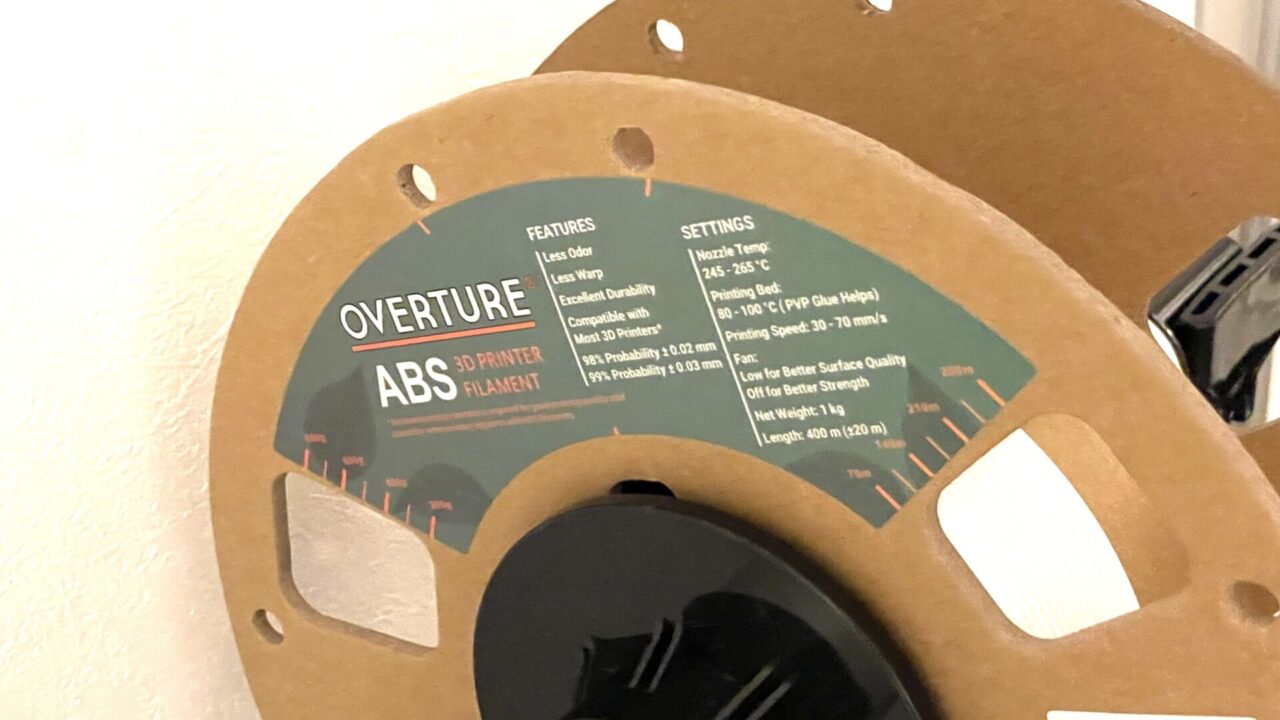
今回はOverture製のABSフィラメントをレビューしていきます!
実は3Dプリンターを初めて一番初めにトライしたABSがOVERTURE製でした。
その時は苦戦しつつもなんとか使えましたが、だんだんと経験も増えてきて、条件出しをもう少ししっかり行っておこう・・・と思い今回再度条件出ししてみます!
最終的に色々なメーカーのフィラメントと比較していければよいなぁと思います!
各メーカー良し悪しもあると思いますしね。
今回はABSでも肝となる
ステージ密着性
について細かく評価していきます!
というわけで、さっそく条件出ししていきます!
☆ちなみに私の使用しているフィラメントとプリンターは以下です!


☆プリンターについてはこちら↓

①ABS密着性問題
ABSといえば、反り問題ですよね!
PLA等のフィラメントに比べて反りが強く、それがゆえにモデル底部の出来栄えが悪くなったり、プリント中にモデルが剥がれるといった不具合も起こりがちです。
これ故に初心者向きでないと言われることもあるようですが、ステージに敷くビルドプレートシートをPEIシートにしたら格段に密着性が良くなりプリント安定性が上がりました!

今回はこの安定しやすい状態で、プリントパラメータによる密着性影響を評価していこうと思います!
②検証に使うモデル
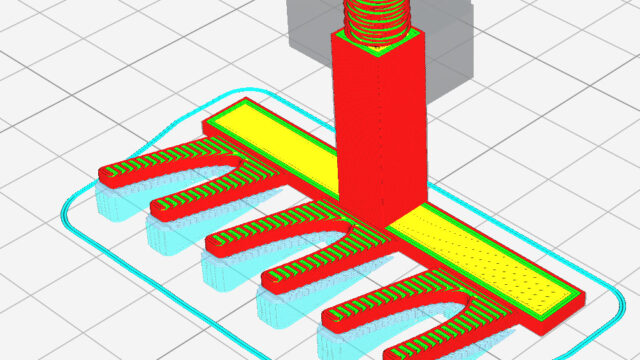
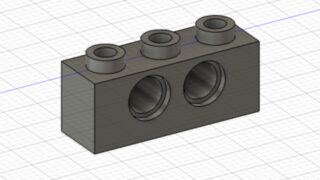
検証に使用するモデルは以下です!
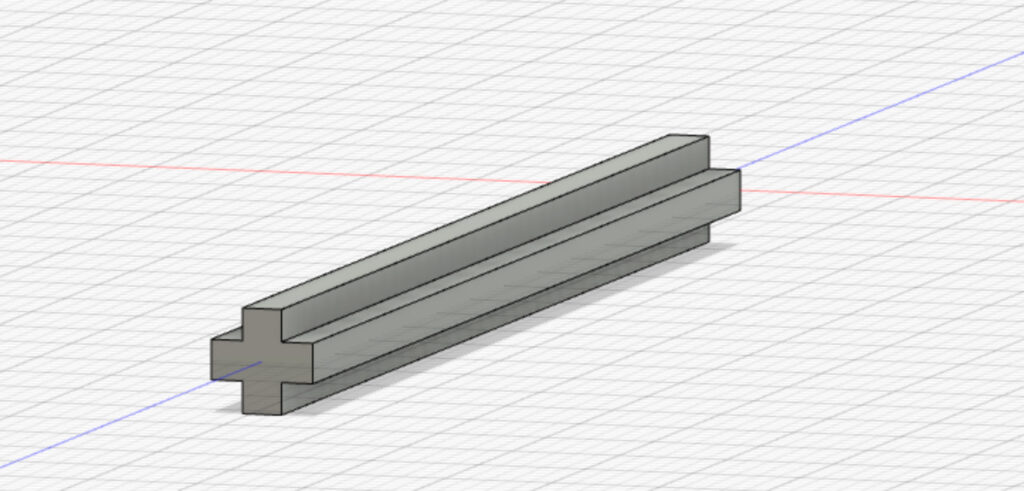
5mm□から4隅1.5mm□をくり抜いた十字パターンを約60mm伸ばした細い棒パーツです。
LegoTechniqeの軸とかに使用されるパーツモデルですね!

こちらをつかって検証を進めていきます!
③密着性評価
では評価していきます!
以前はRaft設定でなんとかこなしていたプリントですが、PEIシートならSkirt設定でもこの通りです!
かなり不安定そうですが、そのぶん条件に対して敏感ともいえそうです!
密着性には、ステージ温度・ノズル温度・冷却ファンスピード・プリントスピード が主に効いてくると思うので、これらを振って確認していきます!
先ずはステージ温度の影響を見積もっていきます。
初期層の定着にはステージ温度・ノズル温度が重要となりますのでこちらを振っていきます。
(もちろんプリントスピード・冷却ファンスピードも重要ですが、これは後にします)
○実験条件1
- ノズル温度:220〜240℃
- ステージ温度:70℃〜110℃
- 冷却ファンスピード:100% (initial 0%)
- プリントスピード:10mm/sec
結果はこちら!○がプリント成功、×がプリント失敗した設定です!
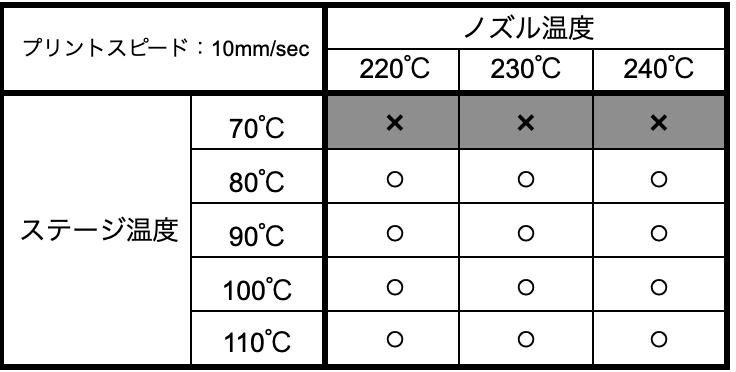
○少なくともステージ温度は80℃以上必要!
とういうことですね!
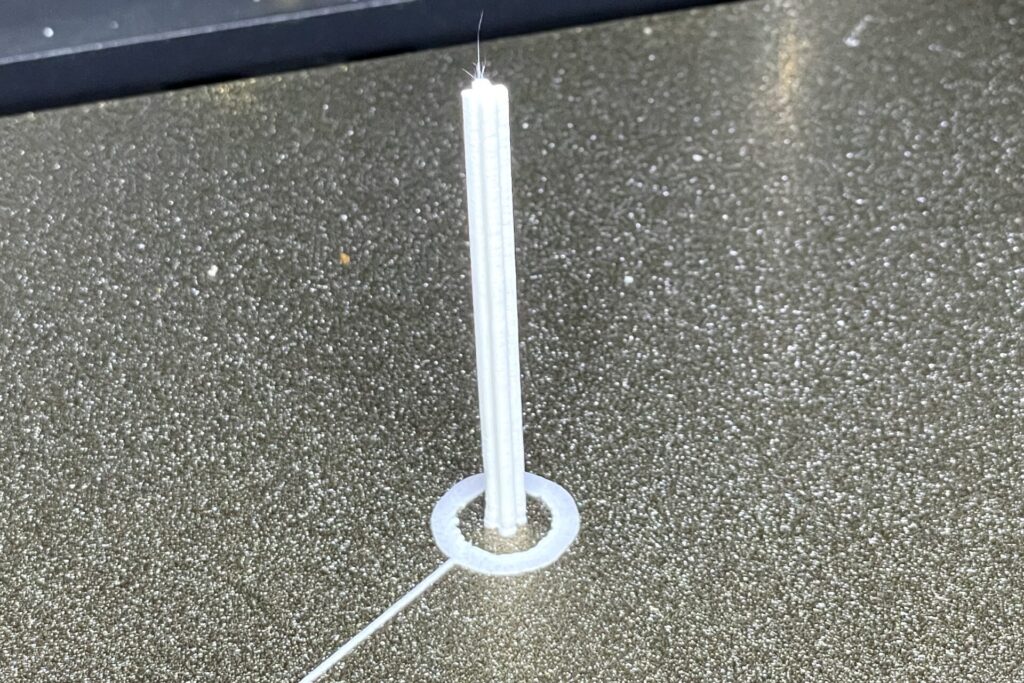
ちなみにプリント失敗するとこんな感じになります。笑

今回は1層プリントするための時間が短すぎて最低レイヤー処理時間(10mm/sec)がプリントスピードとなっているためかなり慎重に処理されてます。
次はどの程度のプリントスピードまで問題なく処理できるのか見ていきます!
○実験条件2
- ノズル温度:220〜240℃
- ステージ温度:80℃〜110℃
- 冷却ファンスピード:100% (initial 0%)
- プリントスピード:10〜40mm/sec
結果は下表のようになりました!△は定着は成功したもののプリント途中で剥がれたりしたものです。
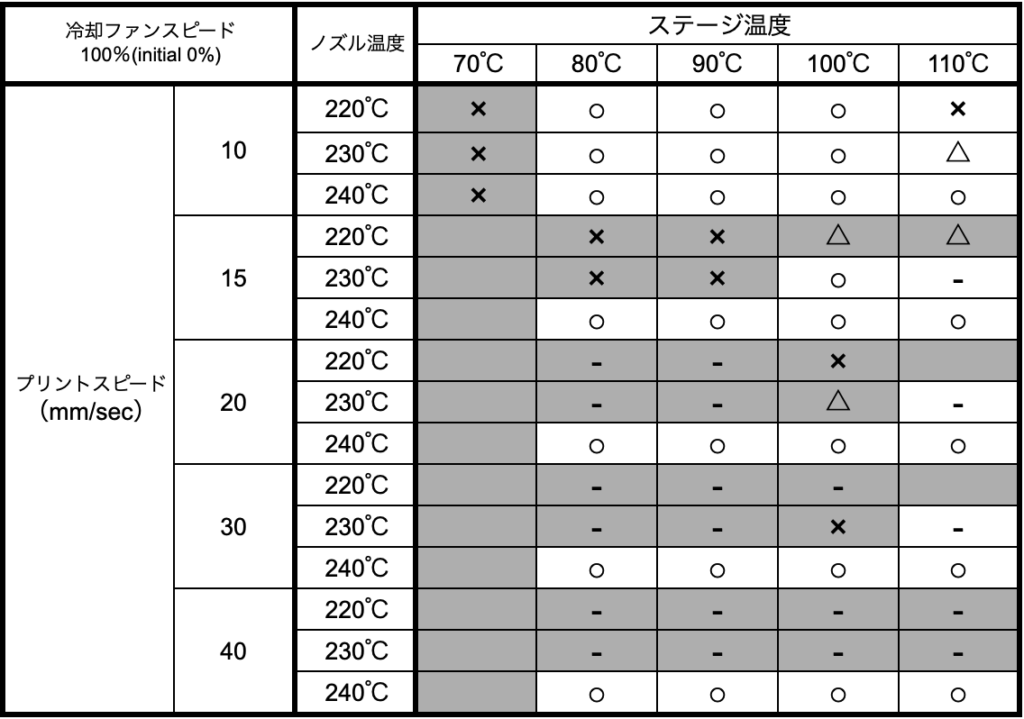
ごちゃごちゃしてかなりわかりにくいですが、はっきりしてるところは
○ノズル温度が高い方が密着性は良くなる(240℃ではどのスピードでも問題ない)
○ステージ温度が高い方が密着性は良くなる
○プリントスピードが遅い方が密着性が良い
といったところですね!大方のイメージ通りです!
最後に冷却ファンスピードの確認です。
○実験条件3
- ノズル温度:220 or 240℃
- ステージ温度:80℃
- 冷却ファンスピード:0〜100% (initial 0〜100%)
- プリントスピード:10mm/sec
ある程度厳しめの条件の中で冷却ファンスピードを振って見ます。
先ずはinitialは0%と固定してプリント中のファンスピードを振って見ます!
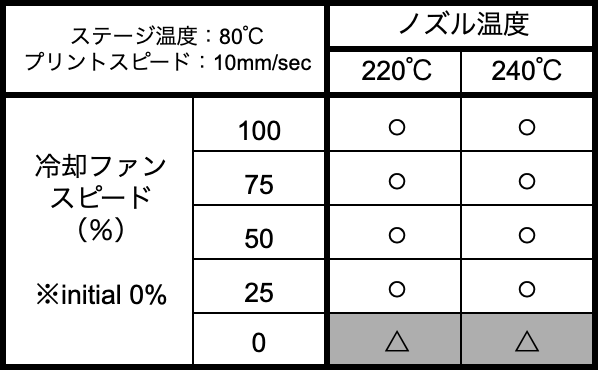
メインプリント中もファン0%だと流石に層間で材料がユルユルになりモデルはぐちゃぐちゃしましたが、
それ以外のファンスピードでは大きく変化なくプリントできました!
○冷却ファンのメインスピードは密着性には大きく影響しない
ということですね。次は重要そうなinitialのファンスピードも見てみます!
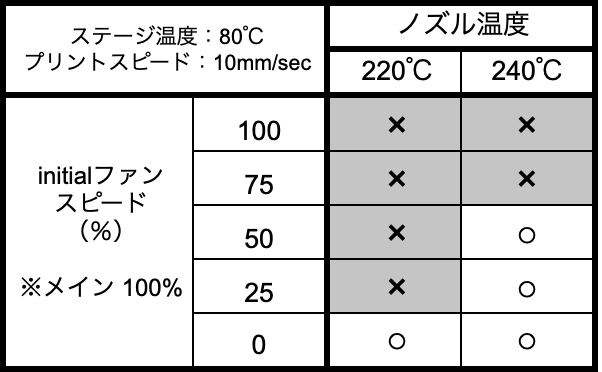
initialファンスピードはやはり影響が大きいですね!
ノズル温度が高いとある程度マージンは広がりそうですが、
○initialファンスピードは低い方が密着性が良くなる(可能な限り0%で行う)
という感じですね!
密着性だけに着目しても条件はだんだん絞られてますね!
これらを参考にしながら、糸引きや反りの検証も行っていきたいと思います!
まとめ
いかがだったでしょうか?
今回の検証結果をまとめると以下です!
- 少なくともステージ温度は80℃以上必要!(高い方が密着性が良くなる)
- ノズル温度が高い方が密着性は良くなる(240℃ではどのスピードでも問題ない)
- プリントスピードが遅い方が密着性が良い
- 冷却ファンのメインスピードは密着性には大きく影響しない
- initialファンスピードは低い方が密着性が良くなる(可能な限り0%で行う)
これらを踏まえると、OVERTURE製ABSでは
OVERTURE製ABSの基本設定 (密着性編)
- ステージ温度:80℃以上(高い方が良い)
- ノズル温度:220〜240℃(高い方が良い)
- プリントスピード:10〜40mm/sec(ノズル温度に応じて調整)
- initialファンスピード:0%
を目安にしてから条件出しをしていけば安定しそうです!
正直こんな情報は感覚的にわかってはいるのですが・・・
真面目にデータ揃えたことがなかったので今回は密着性にのみ着目して整理して見ました。
もちろんここから寸法等も見ていくと更にパラメータの幅は狭まってくるはずなので
粛々と条件だししていきたいと思います!
3Dプリンター初心者の方の参考になれば幸いです!ではまた!