この記事の目的
皆さんこんにちは、ズーチーです!
今回は3Dモデルの壁面にきれいに丸穴を出力する方法を調査してみました!
私は3Dプリンターを使ってよくLEGOのモデルを出力しますが・・・
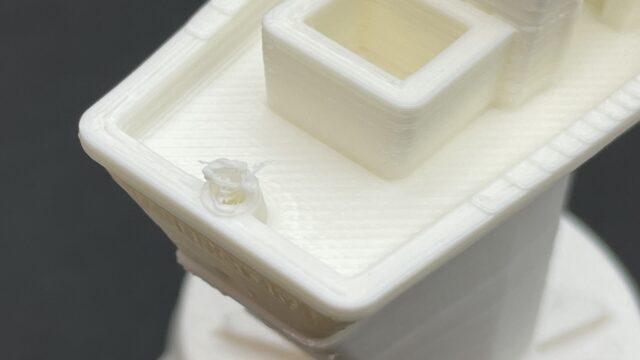
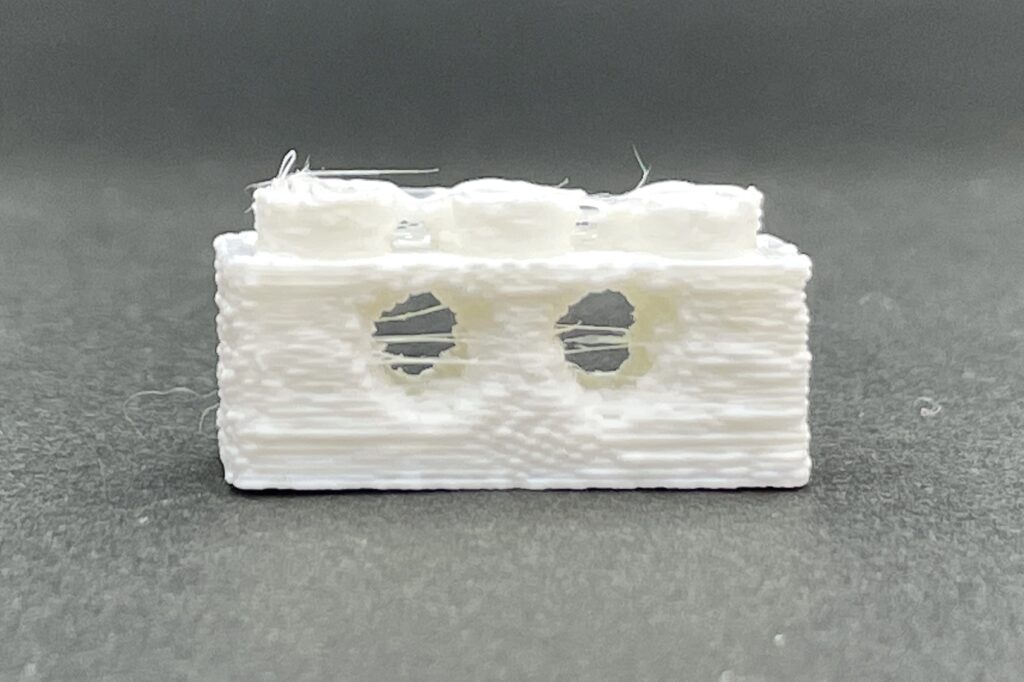
以下のような横にも穴が開いたパーツを出力する際に、丸穴部分の上部がつぶれてきれいに出力できません。

これを解決できると、外観もきれいになるし、タイヤの軸受けパーツも作れたりと何かと使えそうです。
今回CADやプリント設定を色々変えて、うまくいく方法がないかを調べてみましたので紹介します!
☆ちなみに私の使用しているフィラメントとプリンターは以下です!


※PEIシート使ってない方はマジでおすすめなので是非試してみてください!!
☆プリンターについてはこちら↓

①検証に使うモデル
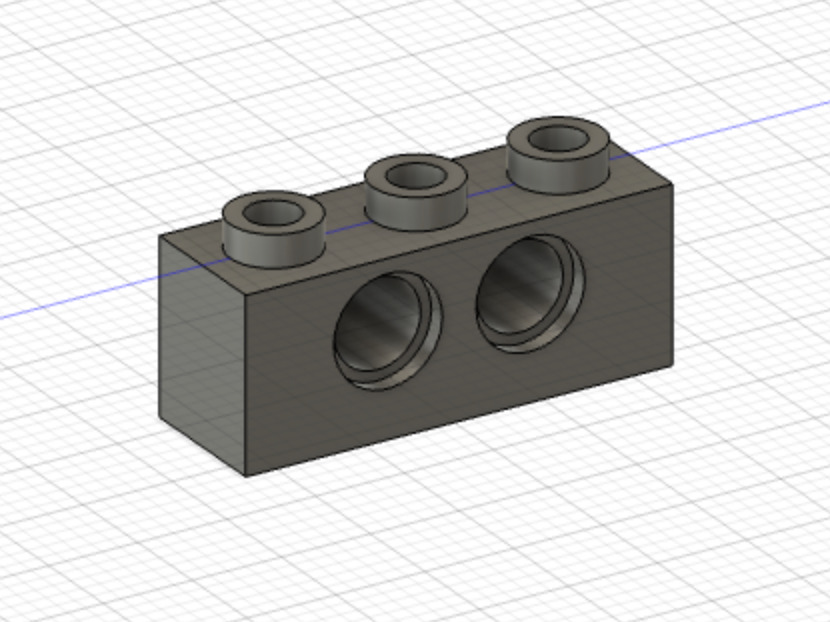
検証に使用するモデルは以下です!
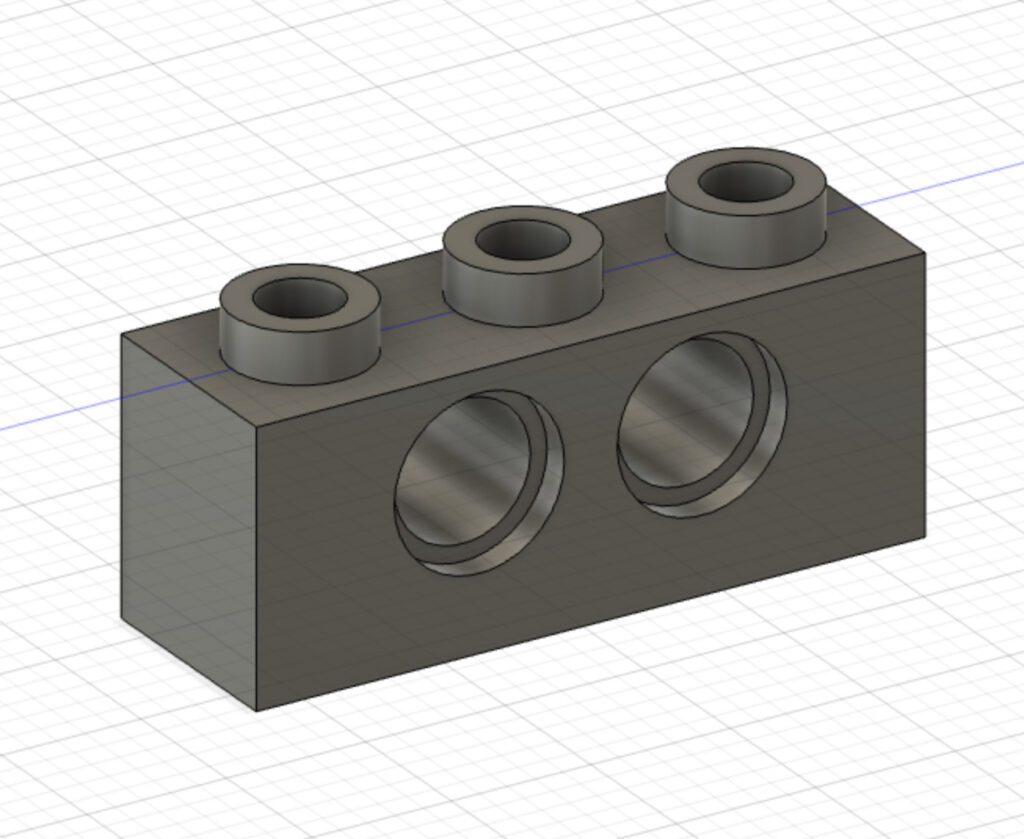
24mm×9.6mm のサイズの直方体に対し、直径4.9mmの横穴が開いている構造です!
実際のLEGOでは長いパーツが多いですが、それを検証用に短くレイアウトしてCADを作成してみました。
こちらをつかって検証を進めていきます!
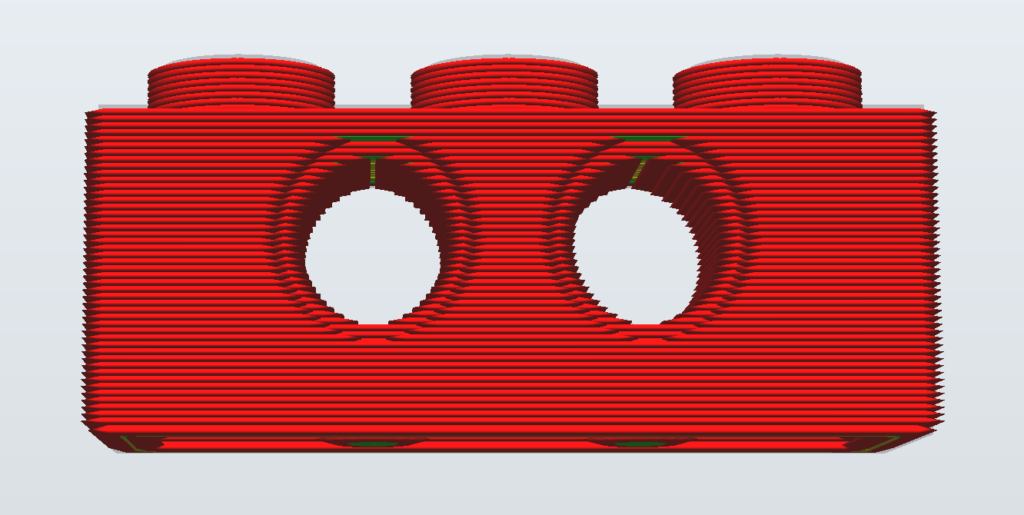
②通常設定での出来栄え確認
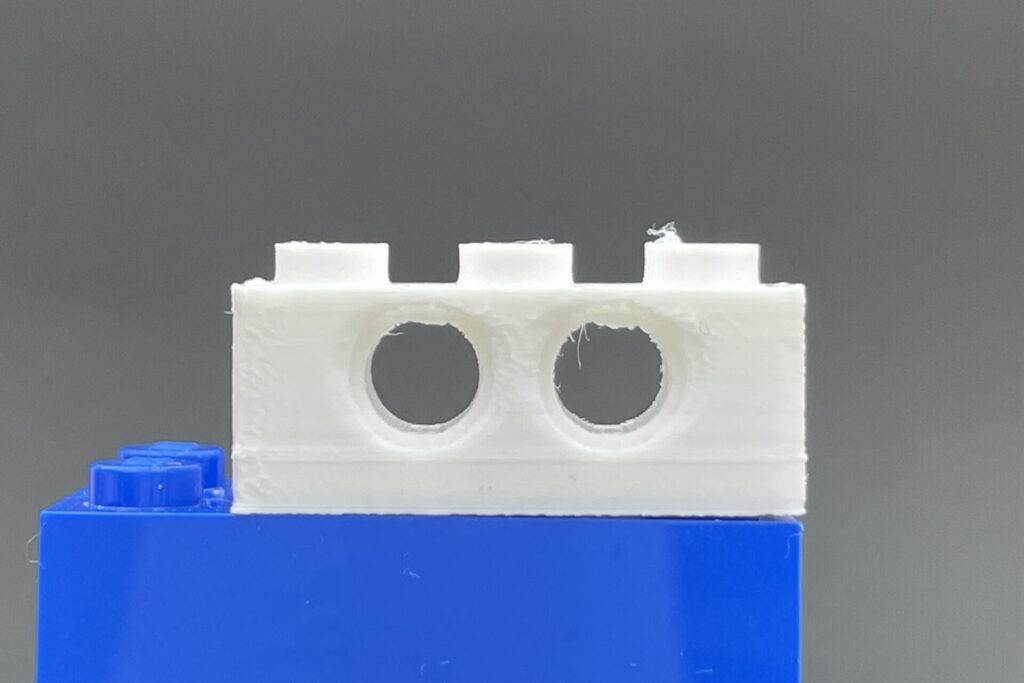
ではまず通常条件で出力してみます!
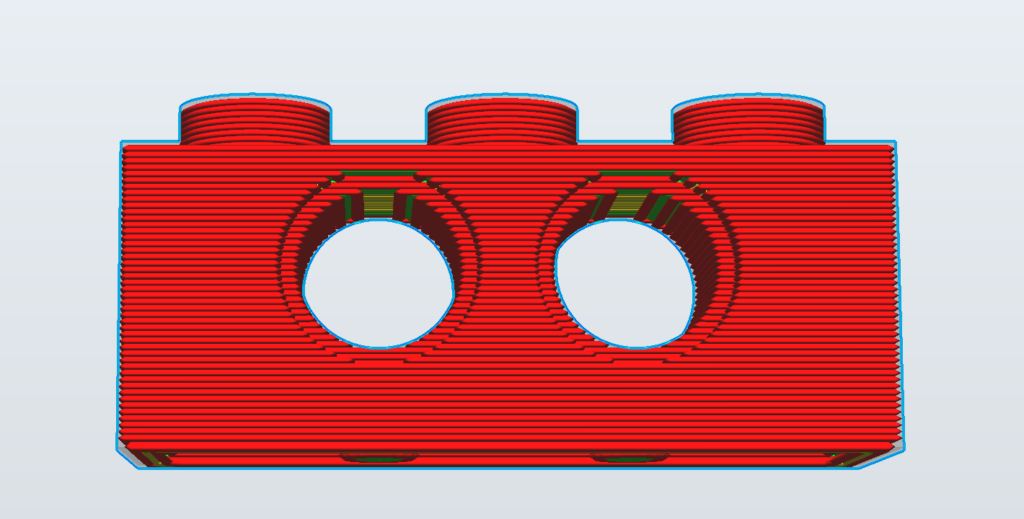
こんな感じで、円の上の部分が少し潰れたように見えます。
モデルは当然綺麗な円なんですが、スライサーを通して見てみると・・・
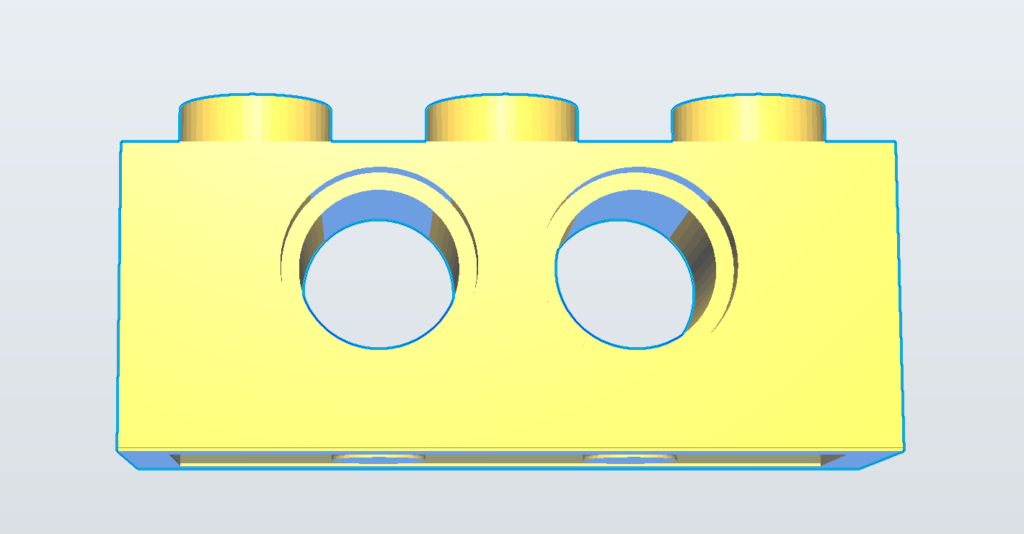
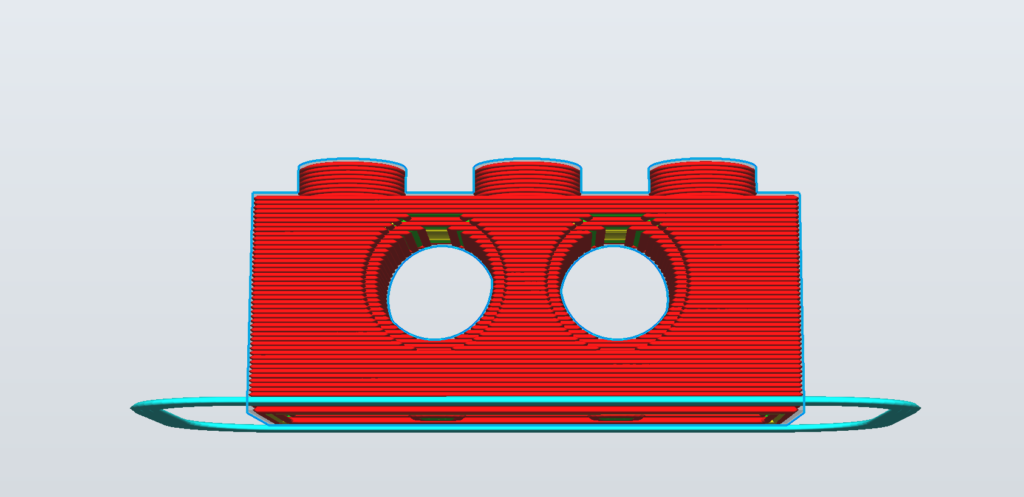
そもそも、スライサーで加工した時点で上側の層が少しフラット?な形になってしまっています。
この部分が真っすぐ直線にならずに、上にもう一層分くらい段をもってくれれば形状は良くなりそうです!
色々設定を変えてみます!
③スライサー設定による影響
色々とスライサーの設定を変えてみました!
■Typ
■積層 0.1mm
■Line幅 0.3mm
変わりそうで変わらないです!
めげずに色々なパラメータいじっていると・・・ありました!Extruder → Flow 設定を変えればちょっと綺麗になっています。
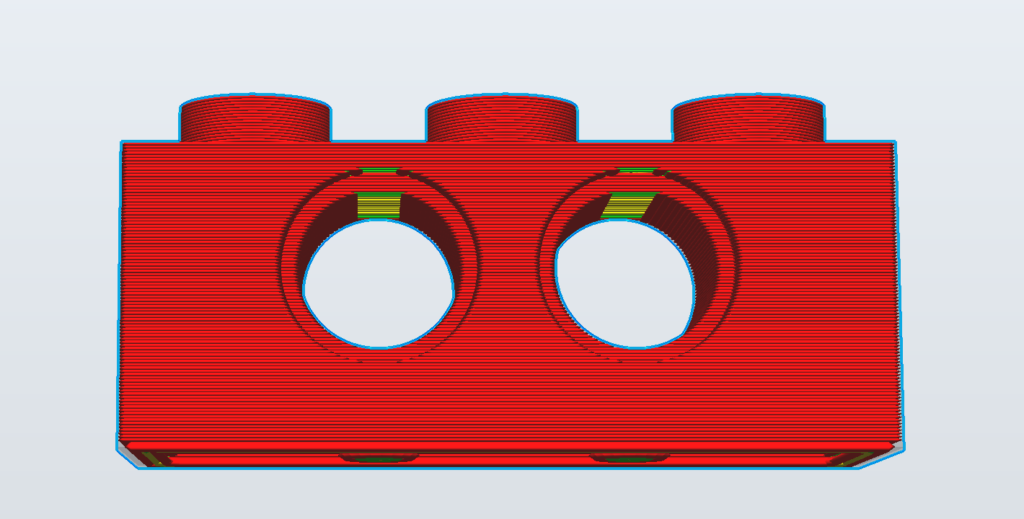
■Typ
■Outer Wall Flow 300%
細かくみるとOuter Wall Frowの設定でした。とはいえこのパラメータいじってもWallが膨張するようになって丈夫の平坦箇所が見えなくなっているだけと思うので、寸法的に絶対良く無さそうですね。
とはいえ、とりあえず出力してみます!!
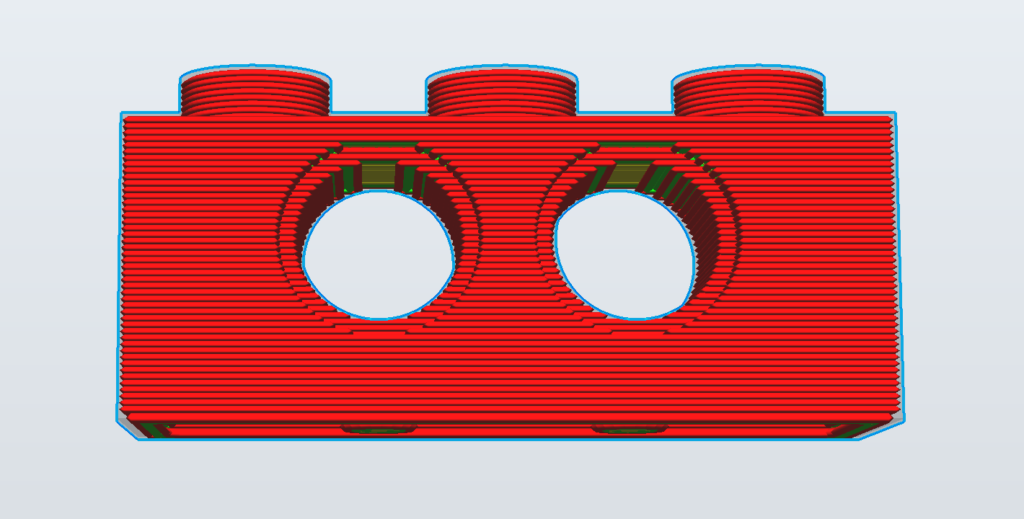
■Typ
■Outer Wall Flow 300%
・・・わかっていたけど無惨な姿ですね。わかっていたけど!!!
なんでもやってみることが大事です!!!
てことでスライサー設定でどうにかしようとするのは、一旦諦めです!!
④3DCADデータ補正による影響
スライサー加工後の時点できれいな円になるような層構造になっていればよさそうなのはなんとなくわかってきました。
となると、最終手段としてCAD自体の円上部に予め切り欠きのような加工をしておけば上手くいきそうな気がします!
最後の一層分(=0.1mm or 0.2mm)分のエリアを調整したいので、円のてっぺんに対して0.1mm or 0.2mm 分のエリアを加工してみます!
上側に四角く切り欠く場合と三角に切り欠く場合を試します!
結果がこちら!!
| 切り欠き 四角 | 高さ0.1mm × 幅0.2mm | 高さ0.2mm × 幅0.4mm |
| CAD |  | 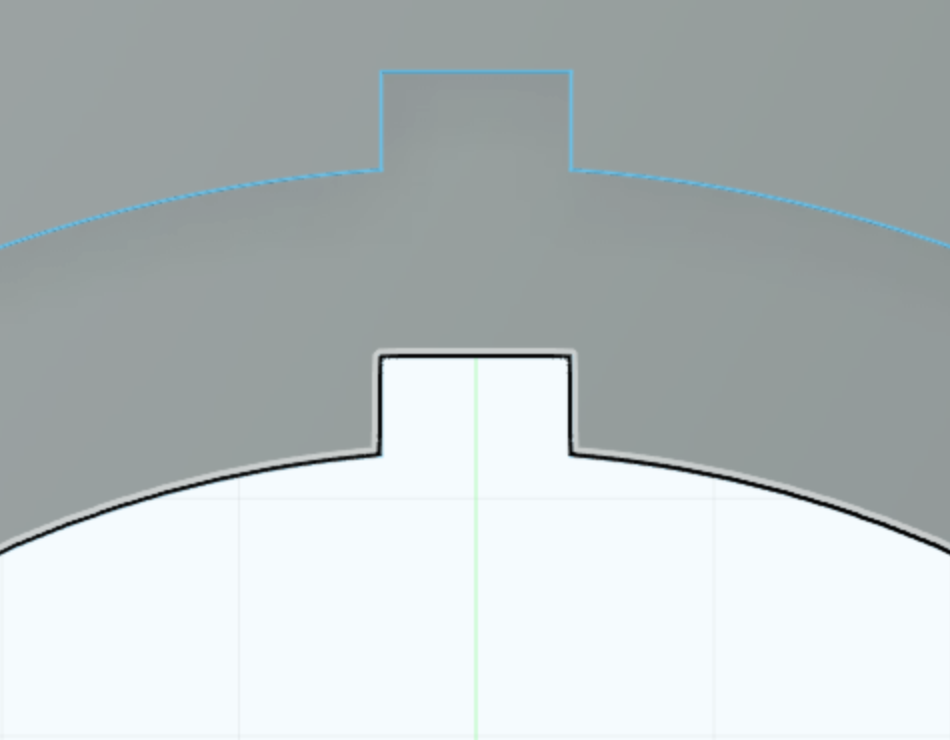 |
| プリント 結果 | 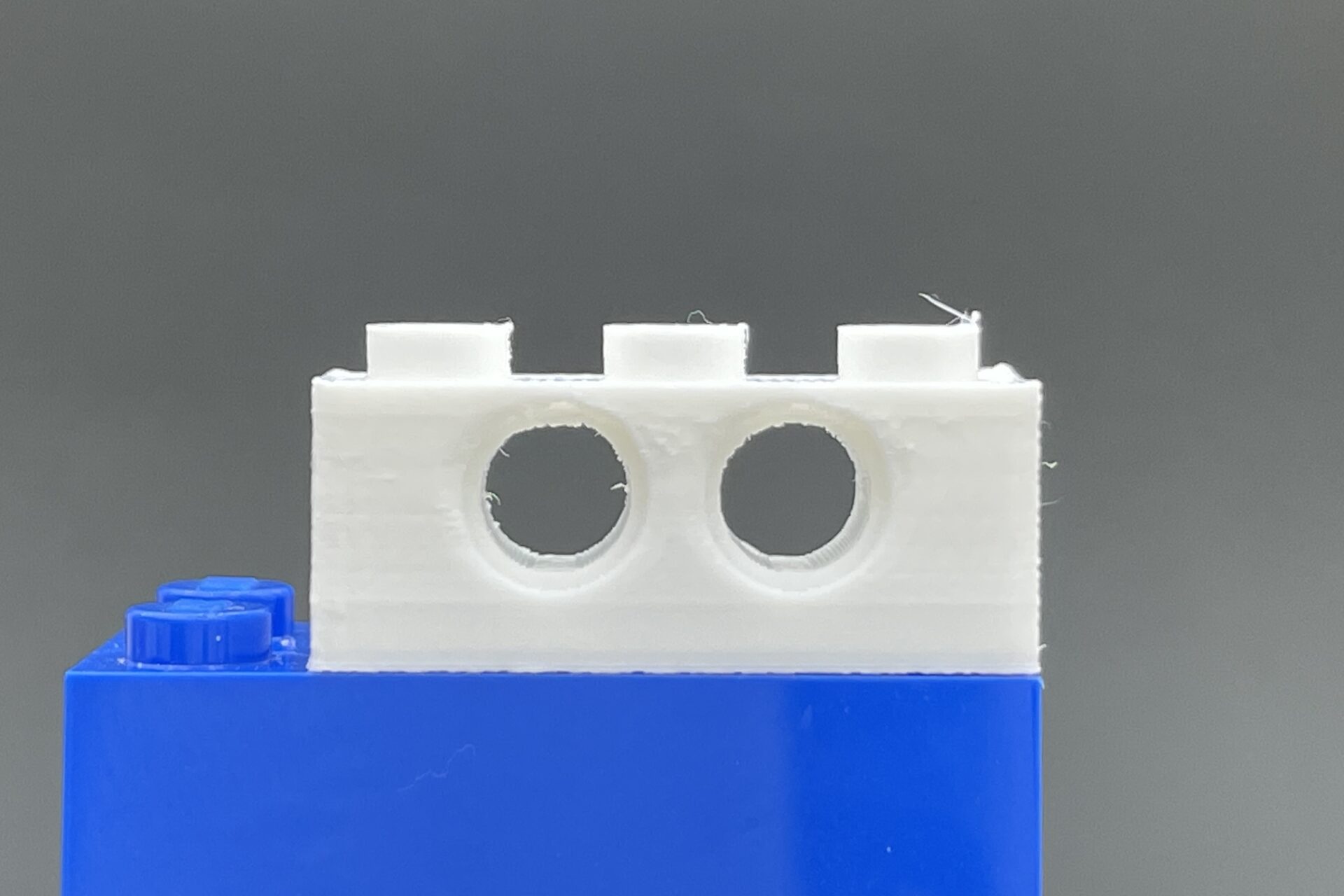 | 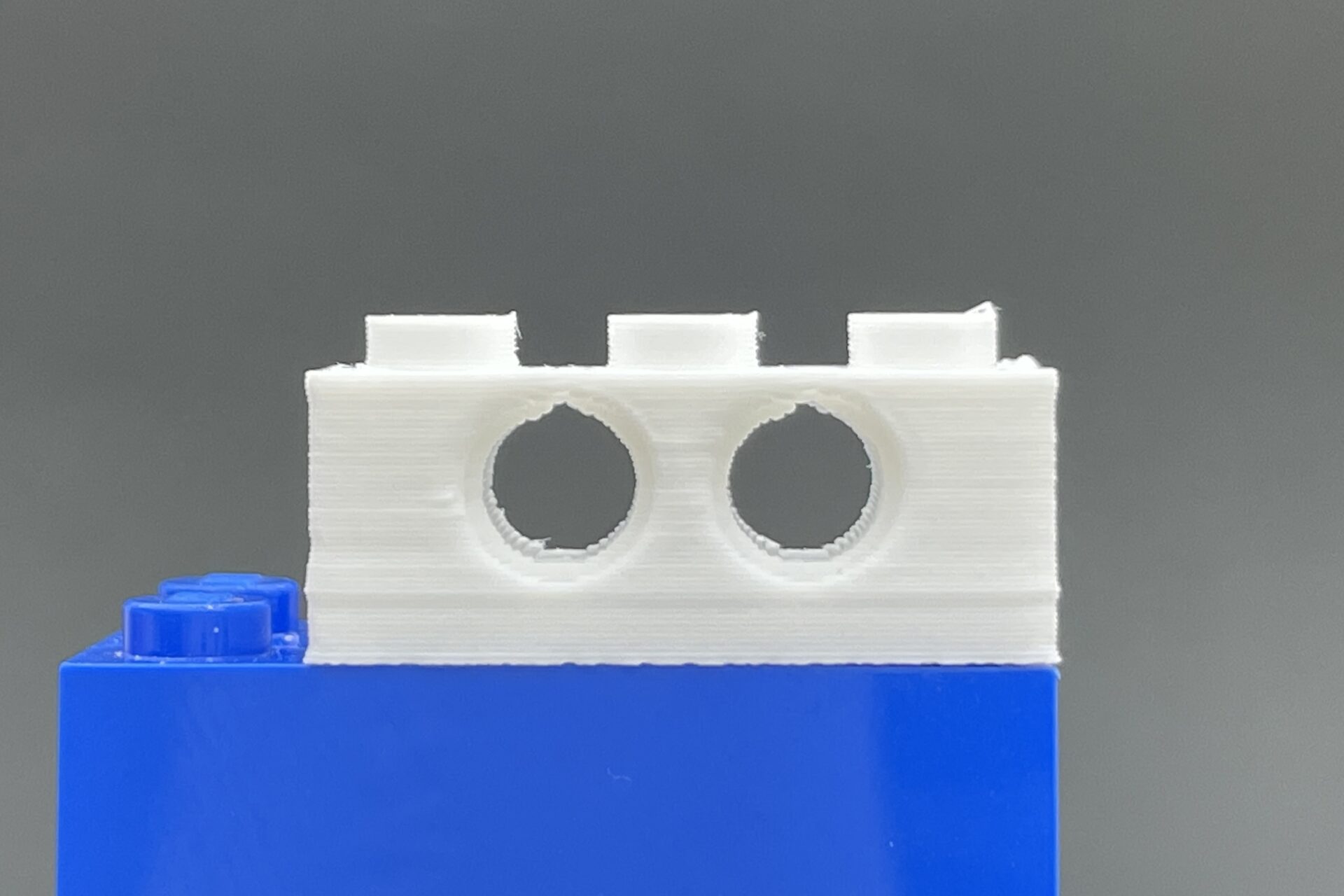 |
| 切り欠き 三角 | 高さ0.1mm × 幅0.2mm | 高さ0.2mm × 幅0.4mm |
| CAD | 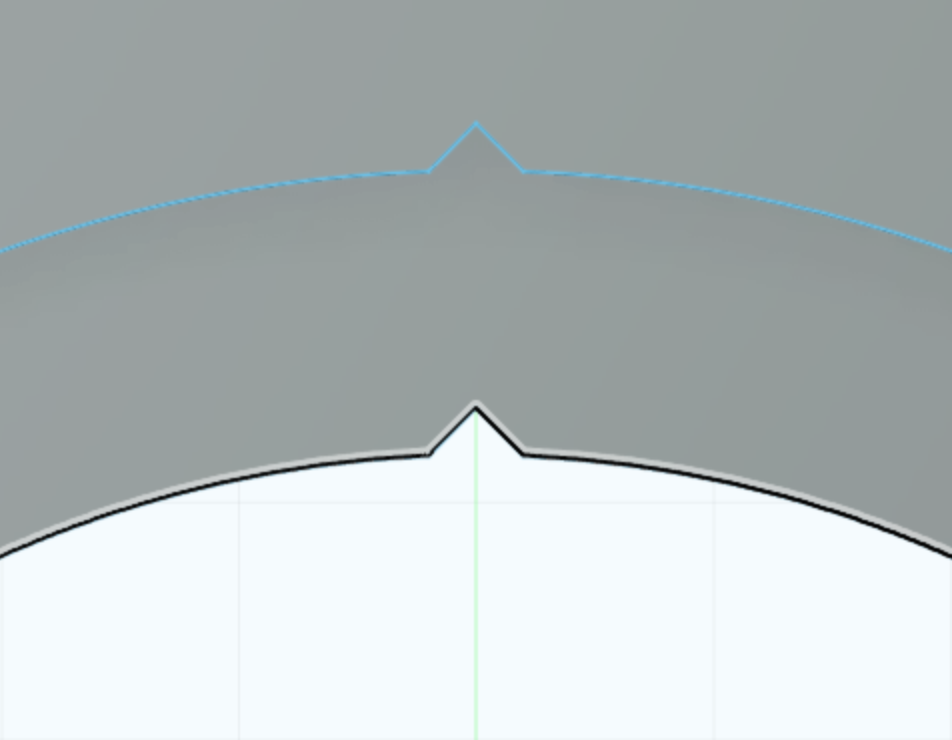 | 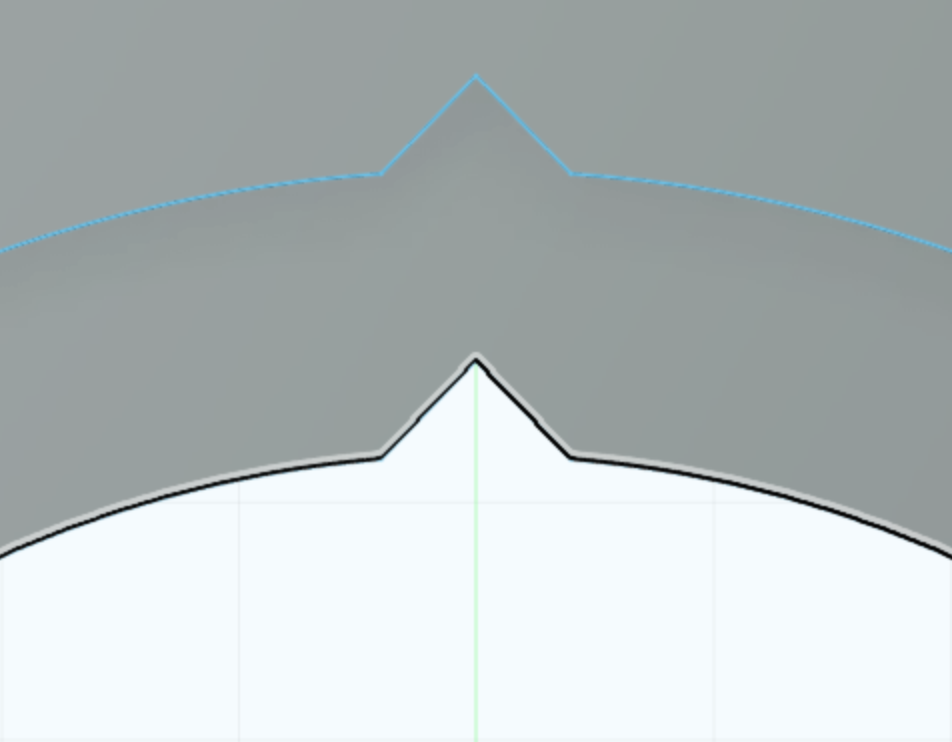 |
| プリント 結果 | 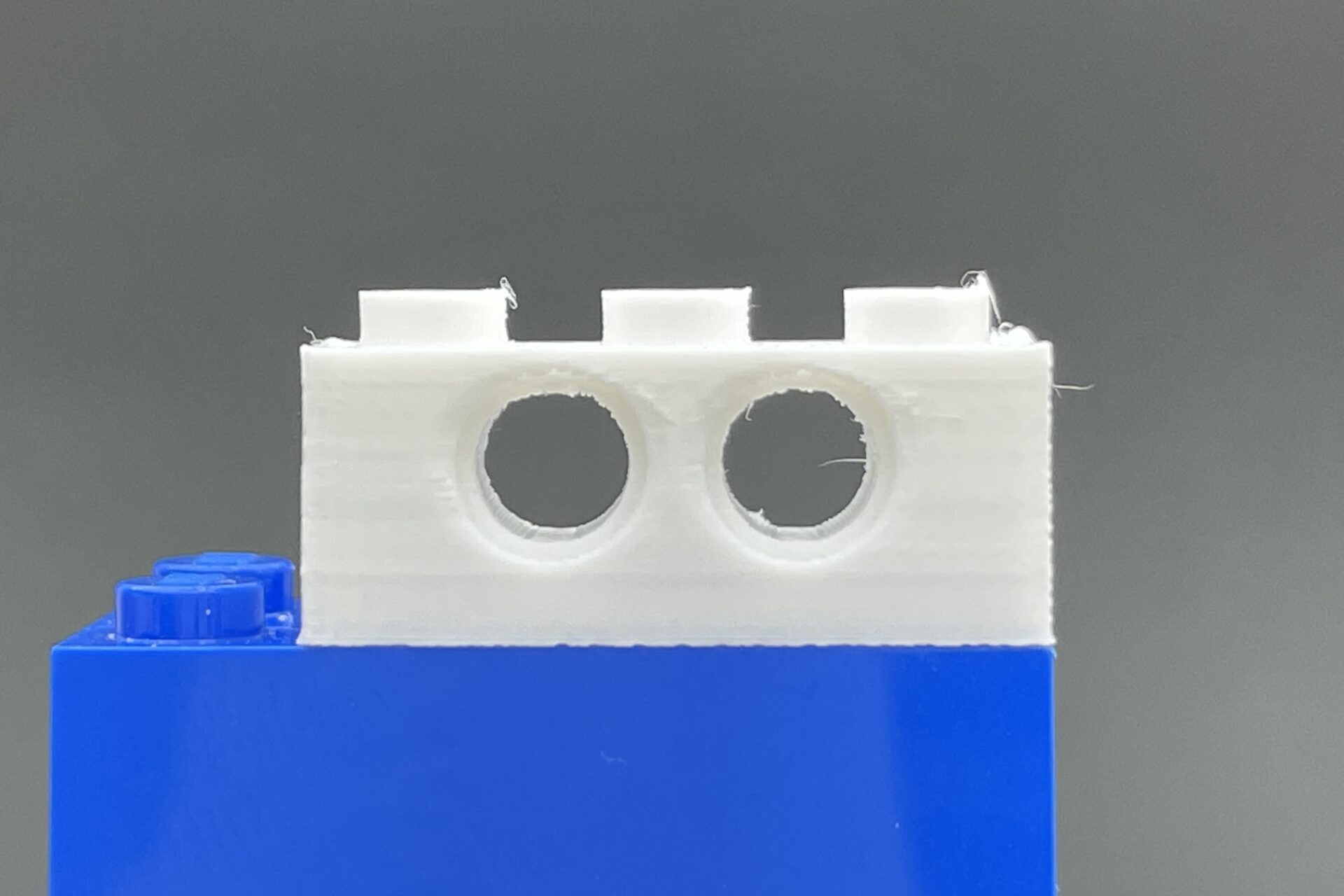 | 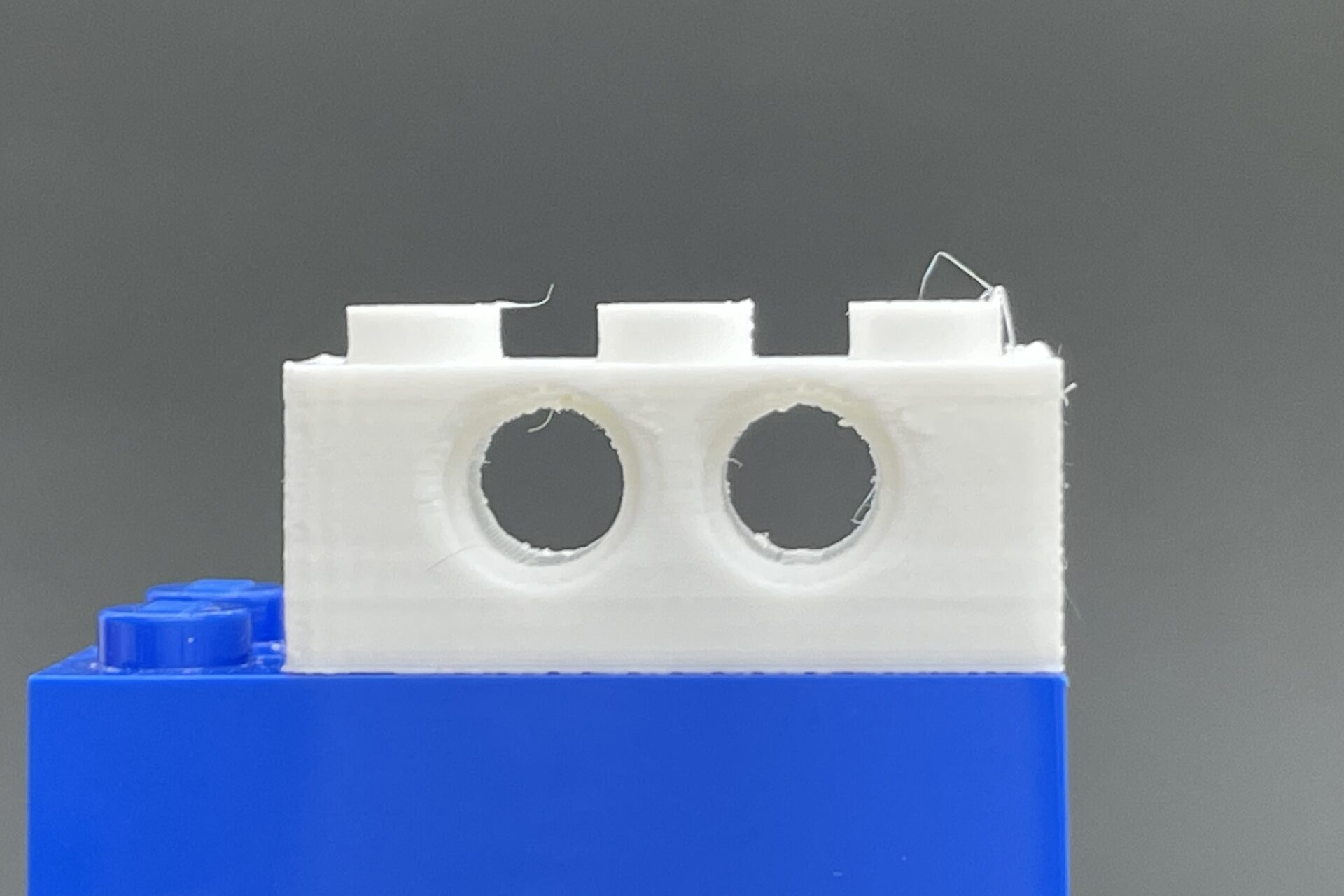 |
予定通り随分きれいになっていそうです!!
0.2mm×0.4mmの四角切り欠きはやりすぎ感がありますが、他は概ねどれも綺麗そうです。
強いていえば、0.2mm×0.4mmの三角が最も円形に近い気がしますね!
Typ条件と並べてみるとかなり改善していることがわかりますね!
| 条件 | Typ | 高さ0.2mm × 幅0.4mm |
| プリント 結果 | 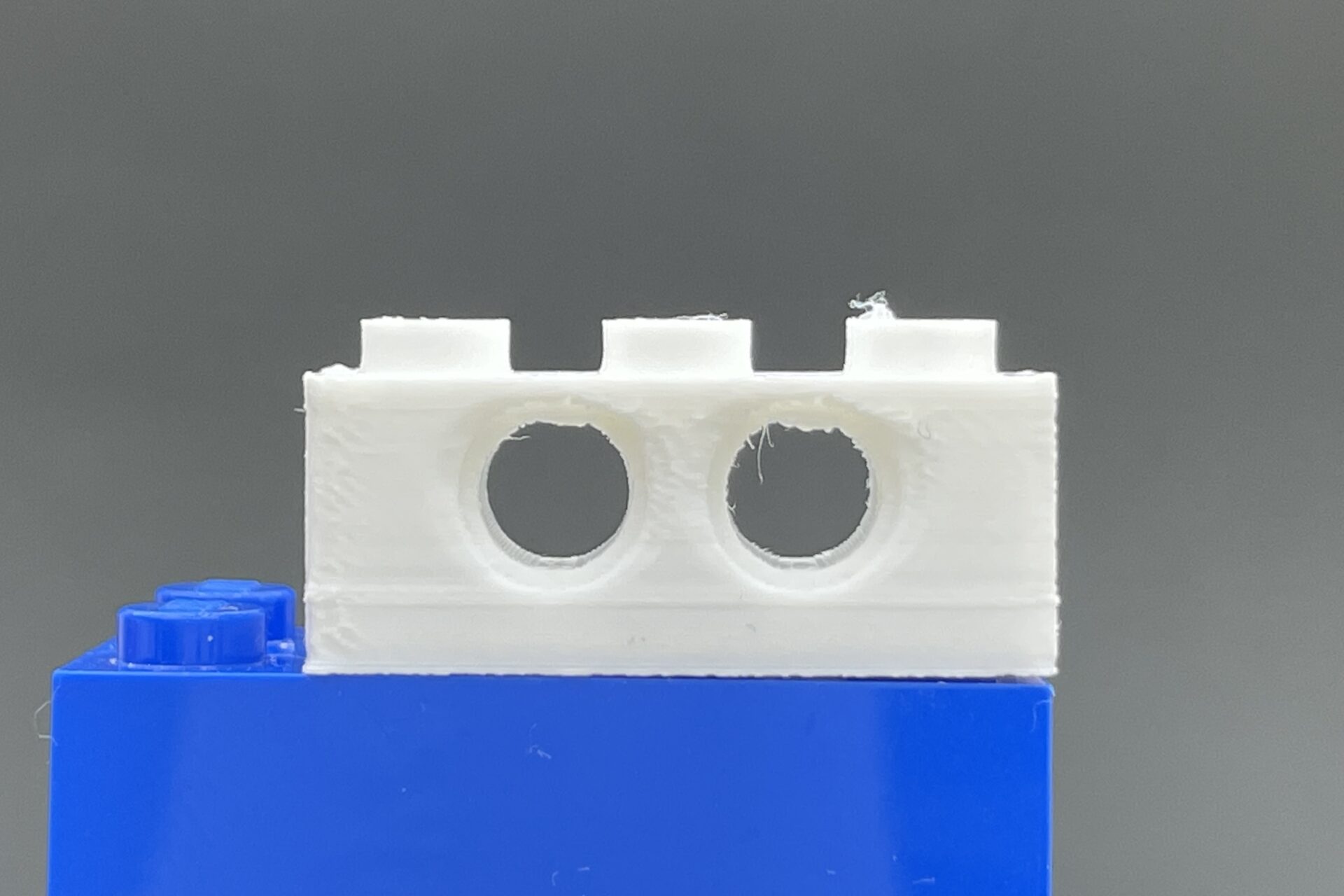 | |
ちょっと強引なやり方ではありますが、結論として
■ 高さ:積層ピッチ(×1 or 2) × 幅:ライン幅 の三角を円上部から追加で切り欠く
という手法でうまくいきそうです!
もちろん円のサイズ感が変わるとまた傾向も変わってくると思うので都度最適化は必要そうですが、
この対応方法を知っていれば何かと役に立ちそうです!
まとめ
いかがだったでしょうか?
今回は3Dプリントしたモデルの水平方向に丸穴を加工する際にきれいに出力する方法を調査してみました!
CADで無理やり調整する、という強引な結論にはなってしまいましたが、
最終的にきれいに出力するためにはこういった対応も手っ取り早い気がしますね!
また、出力した結果ばかりでなく、スライサー加工後のデータもしっかりみなきゃいけないよ!ということを学べました!
スライサー設定も奥が深いですね!
3Dプリンター初心者の方の参考になれば幸いです!ではまた!