この記事の目的
皆さんこんにちは、ズーチーです!
今回は “ブリッジ部へのパラメータ影響”について紹介します!
ブリッジっていうのは、文字通り橋渡しになっている部分のことですね。
DIYするモデルでブリッジを作ることは今までなかったので気にしていなかったのですが・・・
3Dプリンターで印刷できるモデルには、ブリッジでの中空構造をうまく利用したものがありますよね。
サポート無しで印刷して、プレートから剥がしたらすぐに動きだす!といったこんなやつです!
こういうのとっても面白いですよね!
とっても楽しげなので、自分でもCAD描いて作ってみたいなーと思います・・・
そもそもブリッジの出来栄え評価を今までしていないのでよくわかりません!!
ブリッジについて考えてみると、以下のような疑問がうかんできました!
疑問点
- どのくらいの長さのブリッジまできれいにプリントできるのか?
- プリントパラメータによってブリッジ出来栄えはどう変化するのか?
今回はこれらの疑問を解消するべく、調査してみようと思います!!!
では、早速見ていきましょう!!
☆ちなみに私の使用しているプリンターとフィラメントは以下です!



※PEIシート使ってない方はマジでおすすめなので是非試してみてください!!
☆プリンターについてはこちら↓

①モデル作成
先ずは検証用のモデルの作成です!
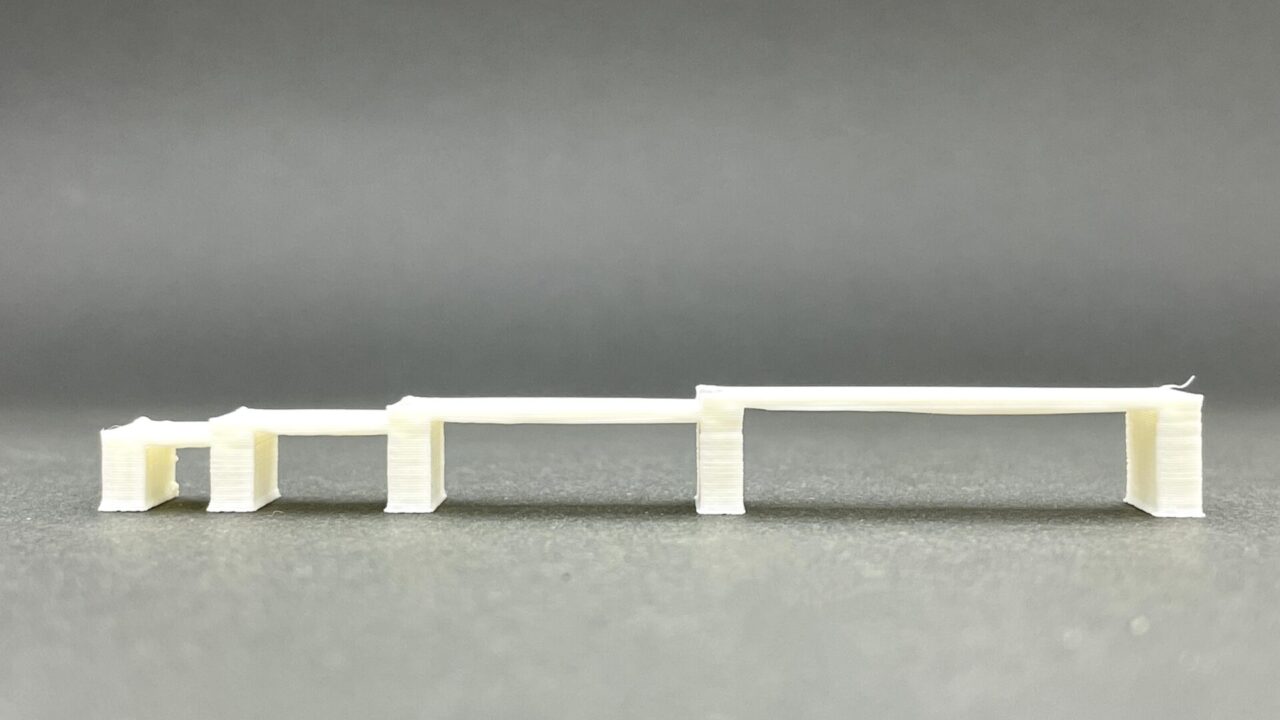
1回のプリントである程度の検証をできるようにこんな感じのモデルを作成してみました!!
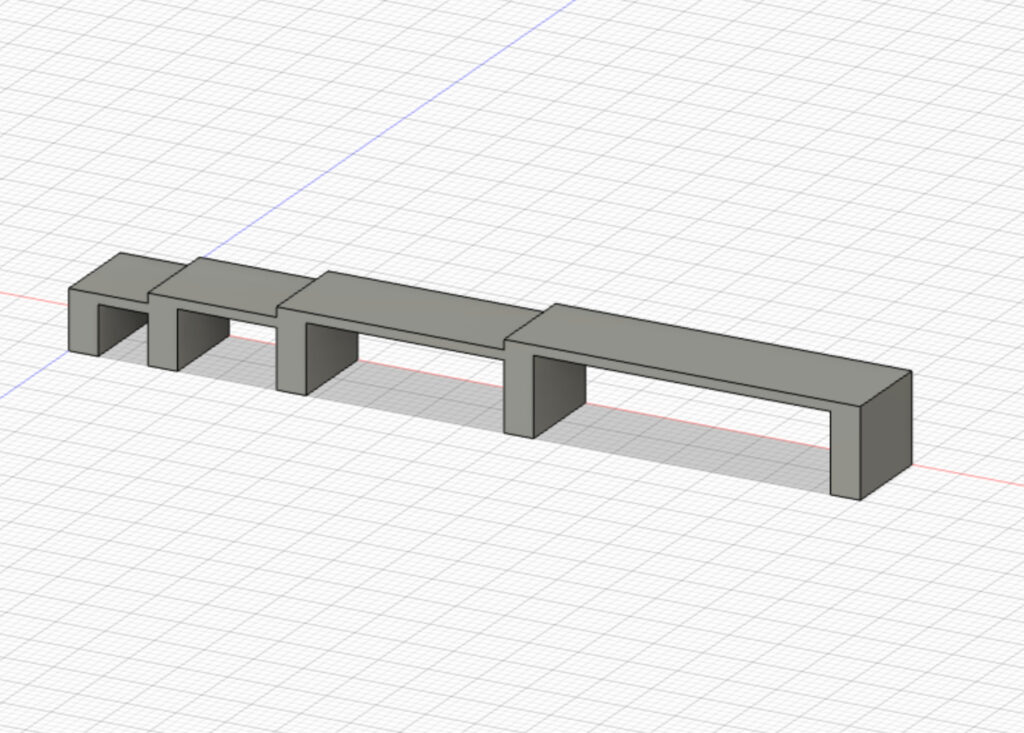
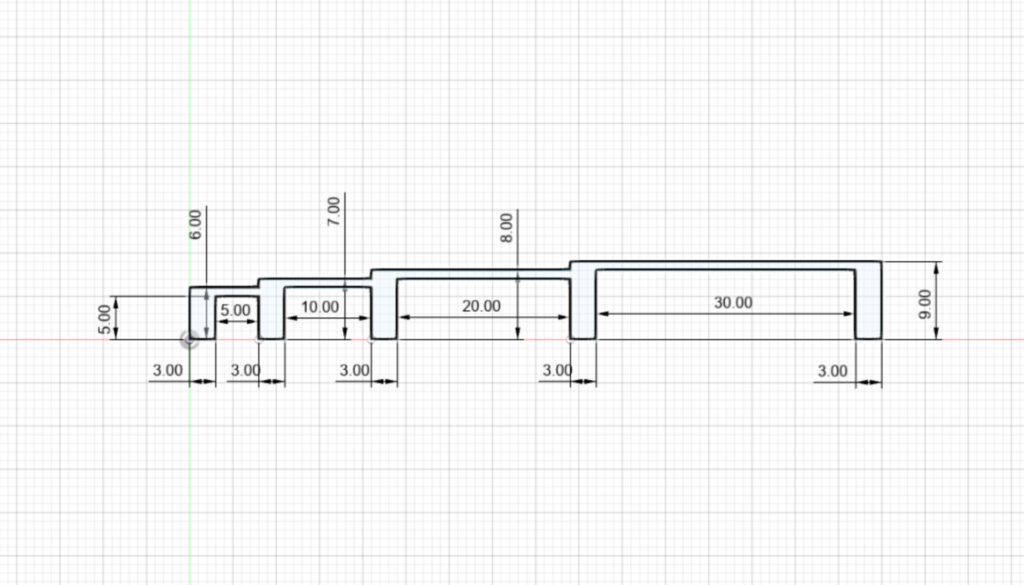
厚さ1mmのブリッジを長さ5mm / 10mm / 20mm / 30mm と並べた構造です!
CAD自体はとても簡単で、こんなスケッチを描いて・・・
10mm分押し出すだけ!です!!
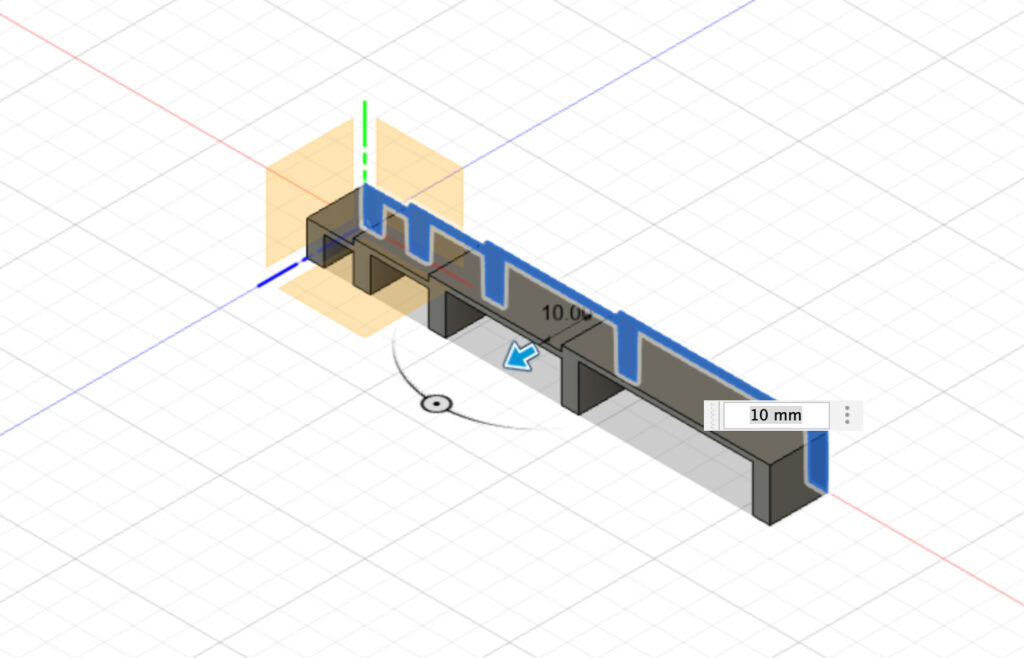
このモデルを使って検証していきます!!
②プリントスピードの影響
先ずは基本設定で確認してみます!
プリント条件は以下です!
○基本条件
- フィラメント:Pxmalion製ABSフィラメント
- ノズル温度:240℃
- ステージ温度:100℃
- 冷却ファンスピード:50% (イニシャル0%)
- プリントスピード:50mm/sec
出来栄えはこんな感じです!!
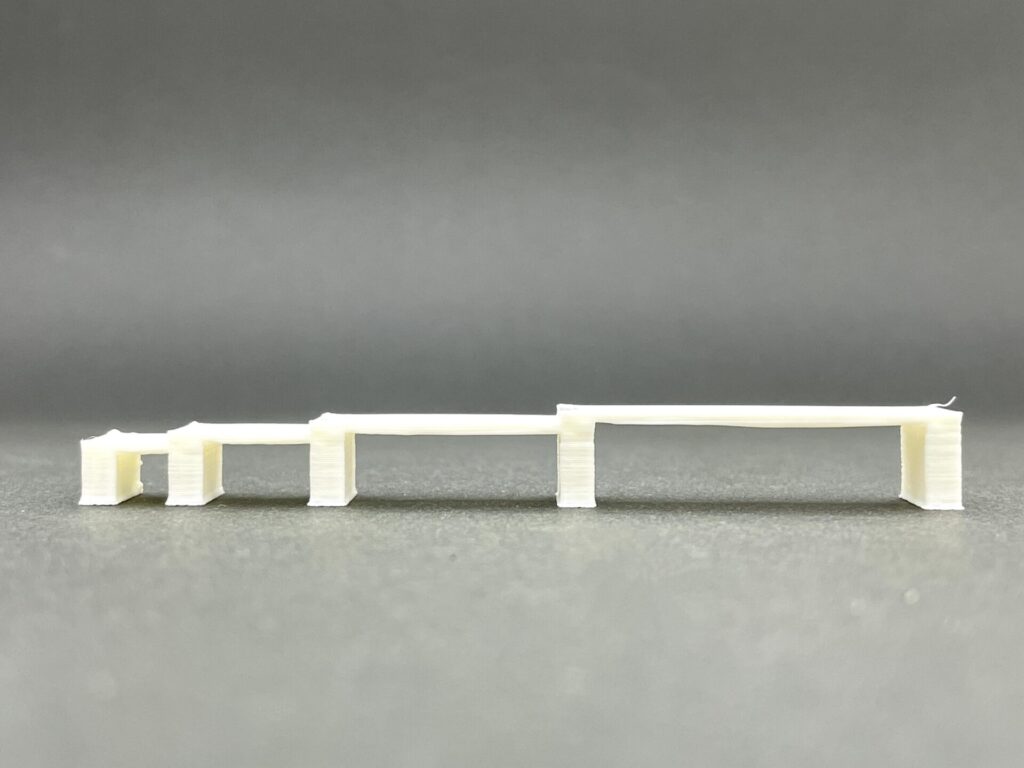
左から5mm / 10mm / 20mm / 30mm の橋パターンです。
5〜20mmはほぼ真っすぐできれいなブリッジが出ていますが、30mmは途中で垂れはじめていますね。
が、意外と良くできてるな!という印象です!!
影響するパラメータとして、感覚的にイメージしやすいのはプリントスピードでしょうか!
遅いとより垂れそうだし、早いとブリッジ性が改善しそうな気がします。
という訳で早速プリントスピードを振って見てみます!
○基本条件
- フィラメント:Pxmalion製ABSフィラメント
- ノズル温度:240℃
- ステージ温度:100℃
- 冷却ファンスピード:50% (イニシャル0%)
- プリントスピード:10〜100mm/sec
結果はこちら!!
| プリントスピード | 出来栄え |
| 100 mm/s | 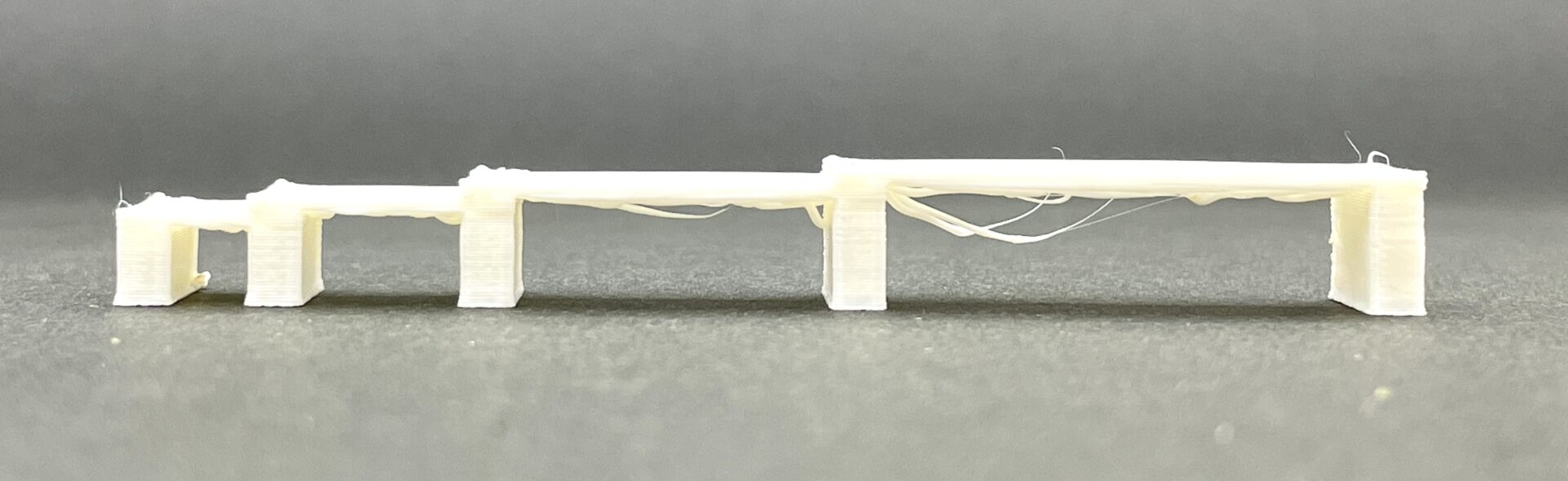 |
| 75 mm/s | 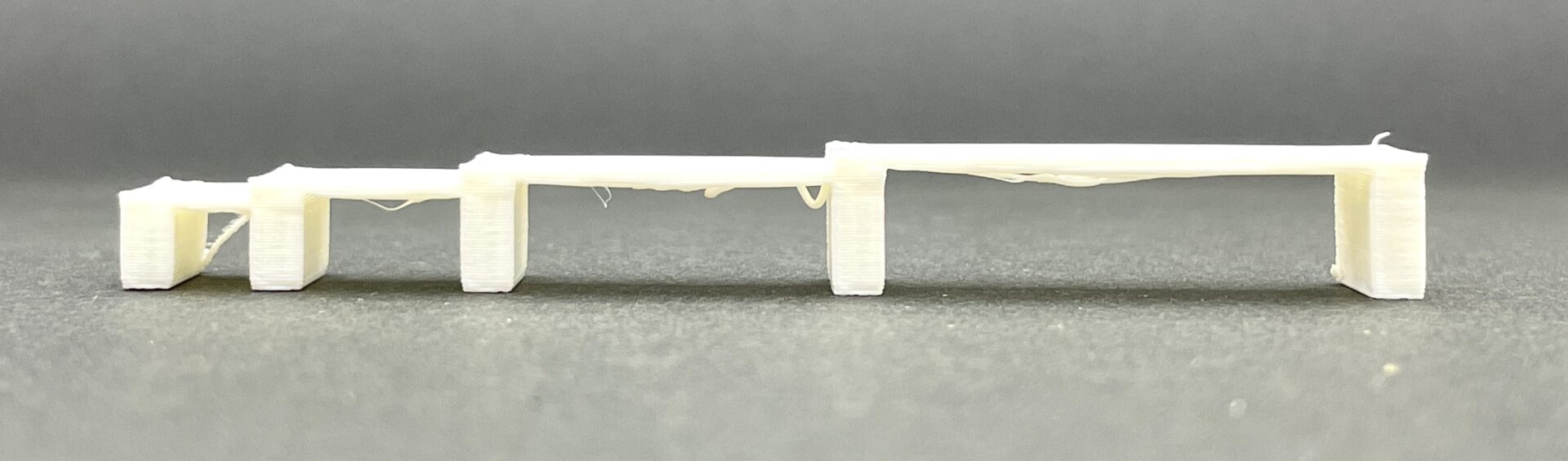 |
| 50 mm/s | 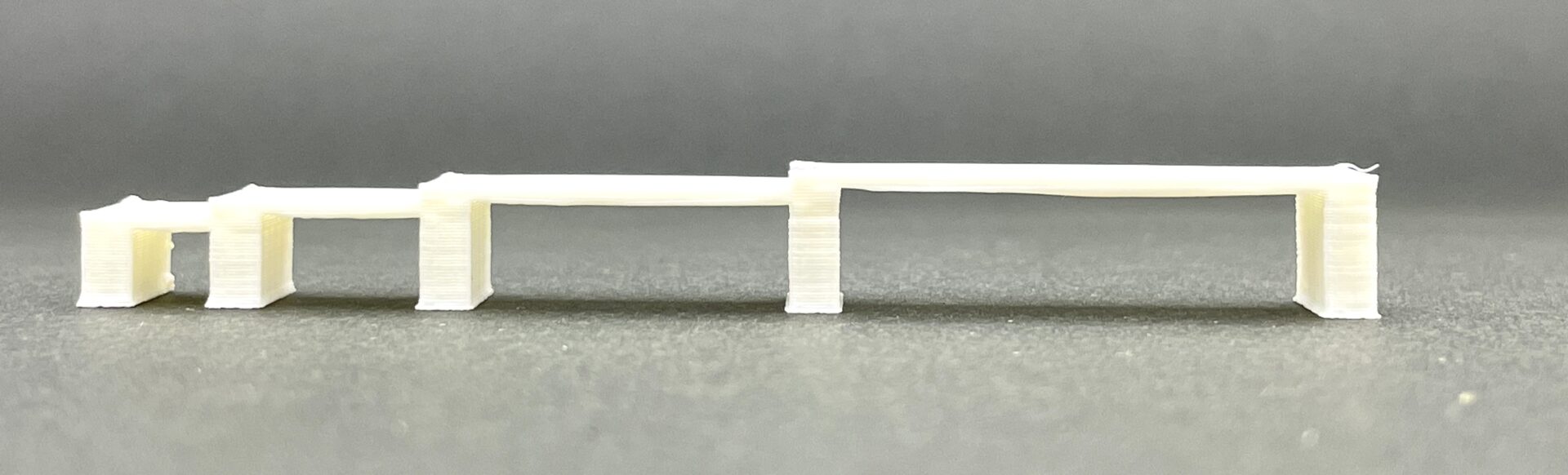 |
| 25 mm/s | 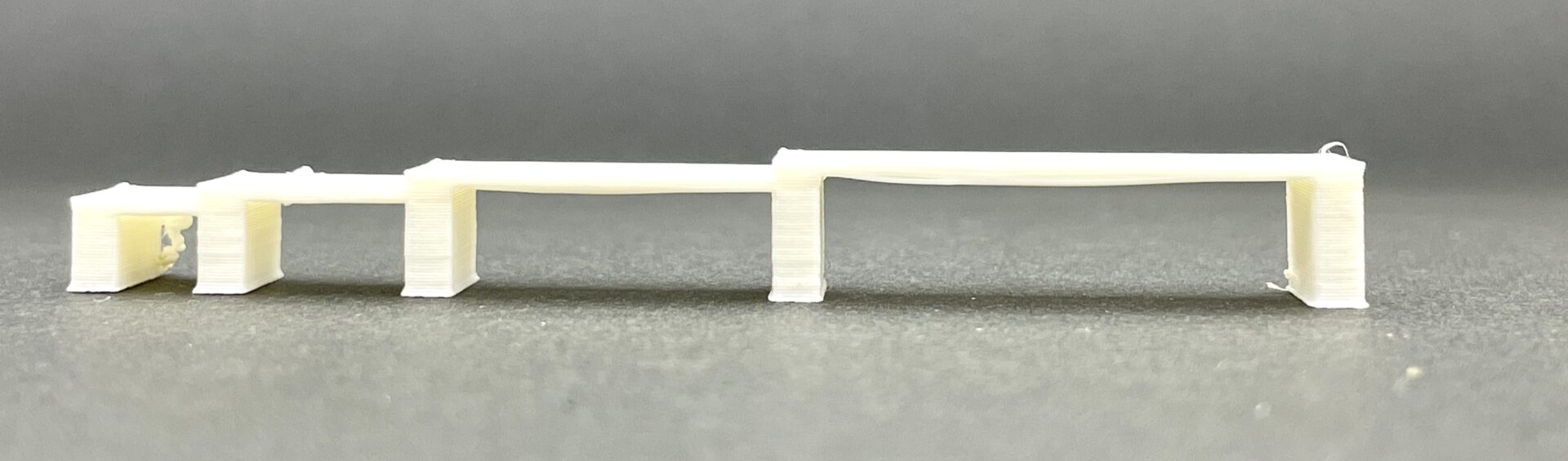 |
| 10 mm/s | 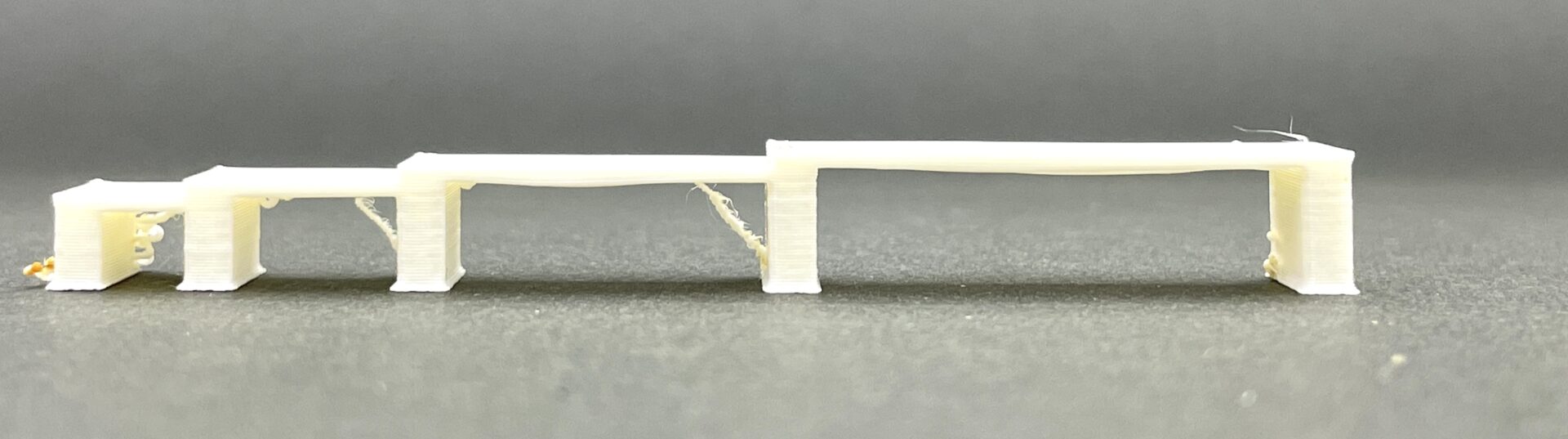 |
予想に反して、スピードを上げるにつれブリッジ性が悪くなっていますね!
75mm/s以上では糸状に垂れ下がっている箇所がいくつかみられます。
一方で50mm/s以下ではどれも同じような出来栄えとなっています。
10mm/sだとブリッジは問題ないですが柱の部分で糸引きのような端形状崩れが見えますね。
〇プリントスピードは速すぎるとブリッジ性が悪くなる
ということですね。
③ノズル温度の影響
次にノズル温度も効いてきそうなパラメータですね。
温度が低いほうが固まりやすくて垂れにくい気がしています。
こちらも見ていきましょう!!
○基本条件
- フィラメント:Pxmalion製ABSフィラメント
- ノズル温度:220〜240℃
- ステージ温度:100℃
- 冷却ファンスピード:50% (イニシャル0%)
- プリントスピード:50mm/sec
結果はこちら!!
| ノズル温度 | 出来栄え |
| 240℃ | |
| 230℃ | 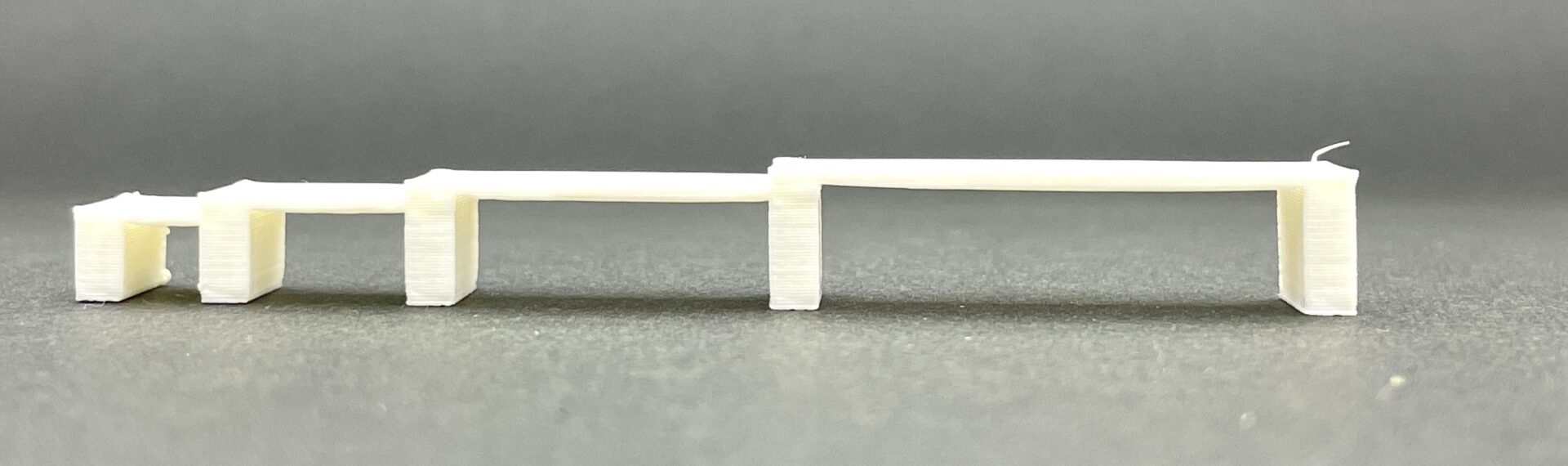 |
| 220℃ | 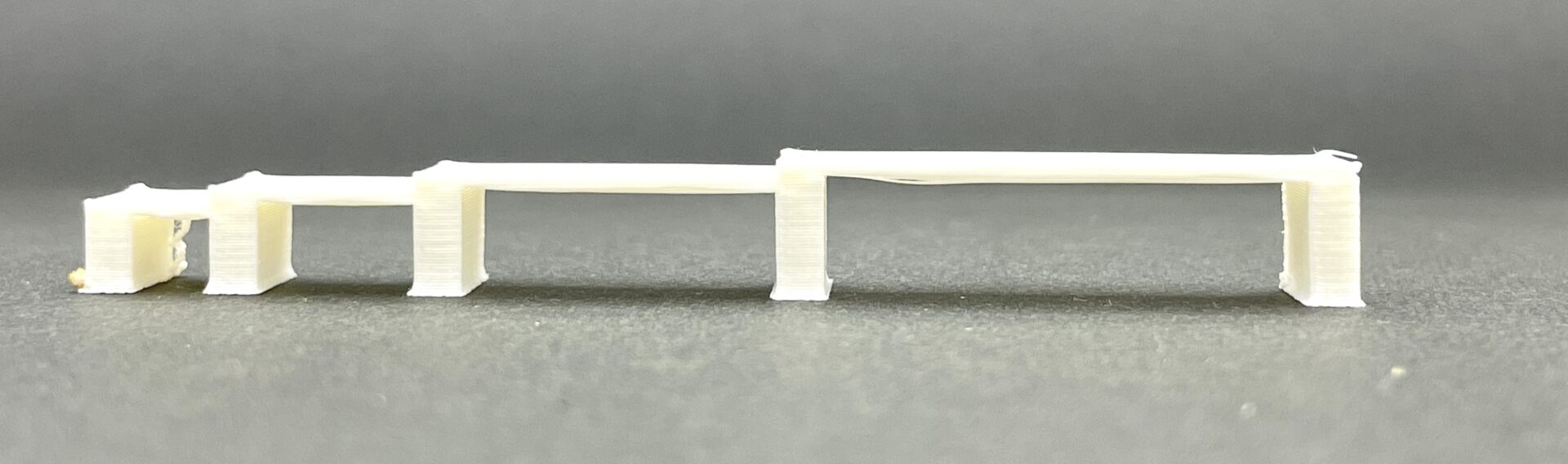 |
ほんとんど変わらないですね。
強いて言えばノズル温度220℃では若干30mmブリッジで垂れが見えるくらいでしょうか。
〇ノズル温度のブリッジ性への影響は小さい
という感じですね。
④冷却ファンスピードの影響
最後に冷却ファンスピードについても見ていきます。
こりちらも層の出来栄えに影響があるので、冷却ファンスピードが速い方が垂れが少なくなる気がしています。
が、さっきからイメージ的な予想は外れまくっていますが・・・笑
見ていきましょう!!
○基本条件
- フィラメント:Pxmalion製ABSフィラメント
- ノズル温度:240℃
- ステージ温度:100℃
- 冷却ファンスピード:20〜100% (イニシャル0%)
- プリントスピード:50mm/sec
結果こちら!!
| 冷却ファン スピード | 出来栄え |
| 100% | 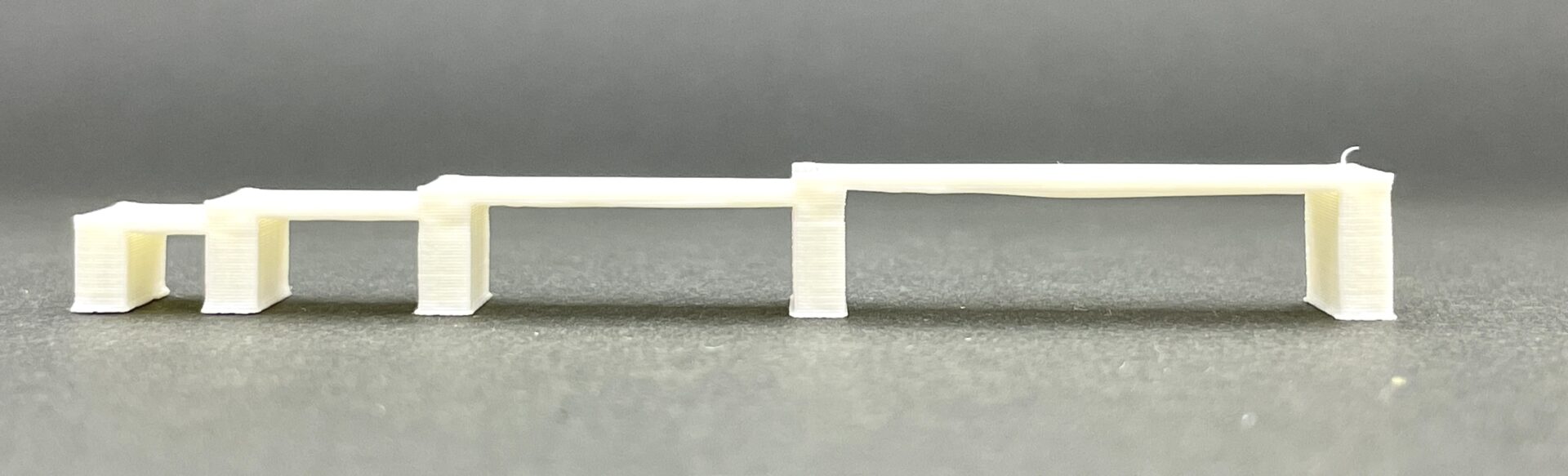 |
| 50% | |
| 20% | 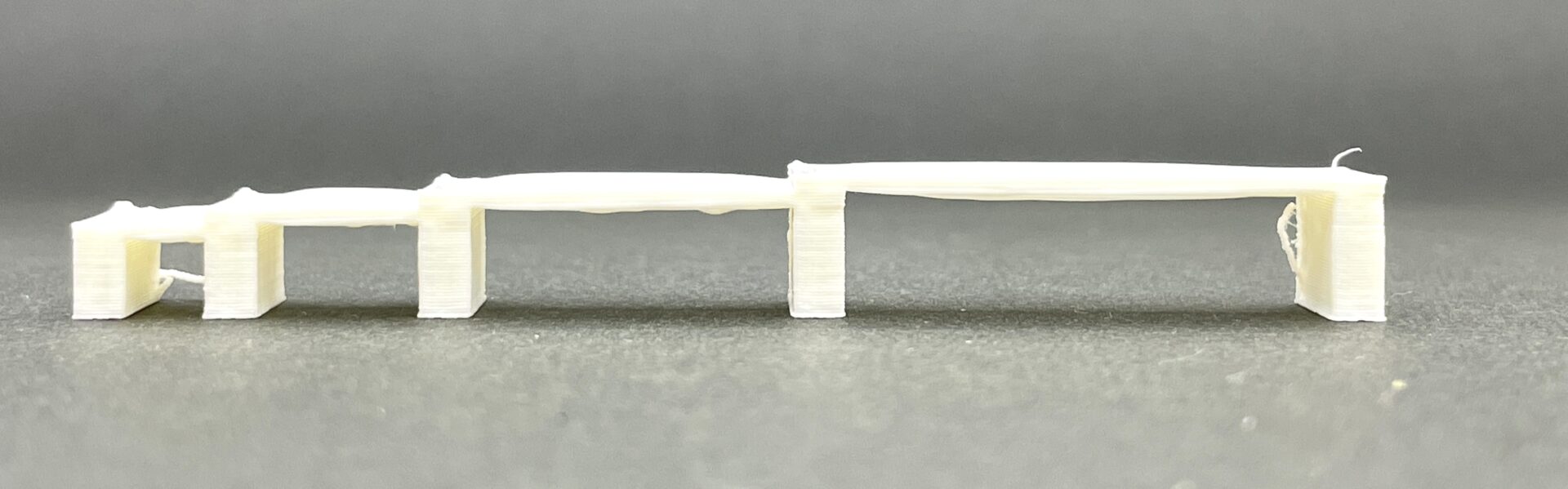 |
こちらは50%,100%では変わりませんが、20%では層が上に尖ってしまっていますね。
これはブリッジ性に関わらずNGですので、元々の冷却ファンの設定としてもよくないです。
逆にいえば適切な設定以上であれば冷却ファン設定はブリッジ性に影響しなさそうですね!

○冷却ファン設定はフィラメントに適した設定以上であればブリッジ性への影響は小さい
⑤ブリッジ長はどこまでのばせるか?
もっと完全に断線したりとNGが分かりやすく出るかと思いましたが、
意外と条件振ってもよくできていますね。
では最後に、どこまでブリッジ長を伸ばせるのか?を確認しておきます!
○基本条件
- フィラメント:Pxmalion製ABSフィラメント
- ノズル温度:240℃
- ステージ温度:100℃
- 冷却ファンスピード:50% (イニシャル0%)
- プリントスピード:50mm/sec
結果はこちら!!
| ブリッジ長 | 出来栄え |
| 50mm | 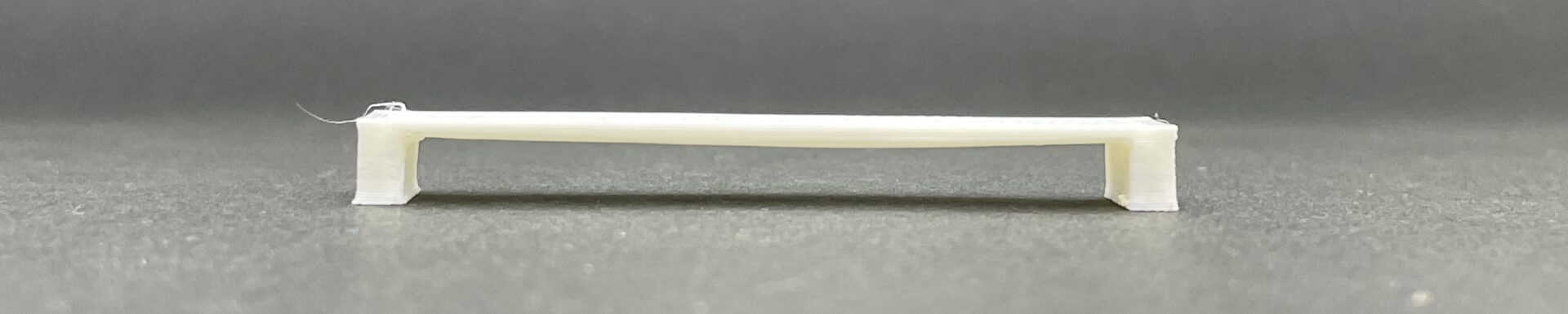 |
| 60mm | 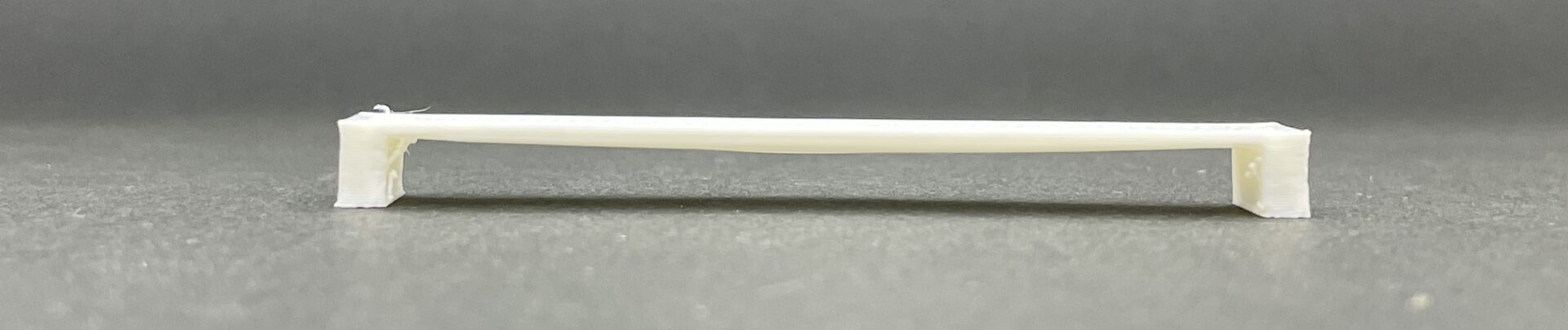 |
| 70mm |  |
| 80mm |  |
70mmのブリッジからかなり下側に垂れてしまい、80mmでは床につくギリギリまで垂れています!
目的によりますが、60mmくらいまではサポートなしでもある程度良い形状でブリッジが維持できそうです!
○ブリッジ形状は70mm以上では垂れが顕著になる
まとめ
いかがだったでしょうか?
今回はプリントパラメータのブリッジ性への影響について調査しました。
イメージと反した結果も多く、以下の結果が得られました!!
- プリントスピードは速すぎるとブリッジ性が悪くなる
- ノズル温度のブリッジ性への影響は小さい
- 冷却ファン設定はフィラメントに適した設定以上であればブリッジ性への影響は小さい
- ブリッジ形状は70mm以上では垂れが顕著になる
フィラメントの種類やメーカーによっても出来栄えが変わりそうですね。
今回作成・使用したモデルはフィラメント特性の比較にも使えそうなので重宝しそうです。
簡単なモデルなので是非作成してみてはいかがでしょか?
3Dプリンター初心者の方々の参考になれば幸いです!ではまた!!