この記事の目的
皆さんこんにちは、ズーチーです!
今回は前回に引き続き、Overture製ABSフィラメントの条件出しを行っていきます!
↓前回の記事はこちら

前回ステージとの密着性についてざっくりと評価して、以下のような結果を得ました。
OVERTURE製ABSの基本設定 (密着性編)
- ステージ温度:80℃以上(高い方が良い)
- ノズル温度:220〜240℃(高い方が良い)
- プリントスピード:10〜40mm/sec(ノズル温度に応じて調整)
- initialファンスピード:0%
ここから、大面積モデルの場合の反りや3DBenchey等の定番モデルでの出来栄えを見て、更に最適条件について検証していこうと思います。
前回はモデルの “ステージ密着性” に着目しましたが、今回は ”モデルの反り” に着目して見ていきたいと思います!
では、早速見ていきます!
☆ちなみに私の使用しているフィラメントとプリンターは以下です!



☆プリンターについてはこちら↓

①大面積モデルでの反り評価
反りはモデルの応力が原因なので、層の面積が大きくなるほど反りやすくなってきます。
今回は大面積のモデルとして、以前から何度か使用している12mm□の枠状モデルを使用して評価してみます。
(過去にお茶碗の仕切り用に作ったものです笑)
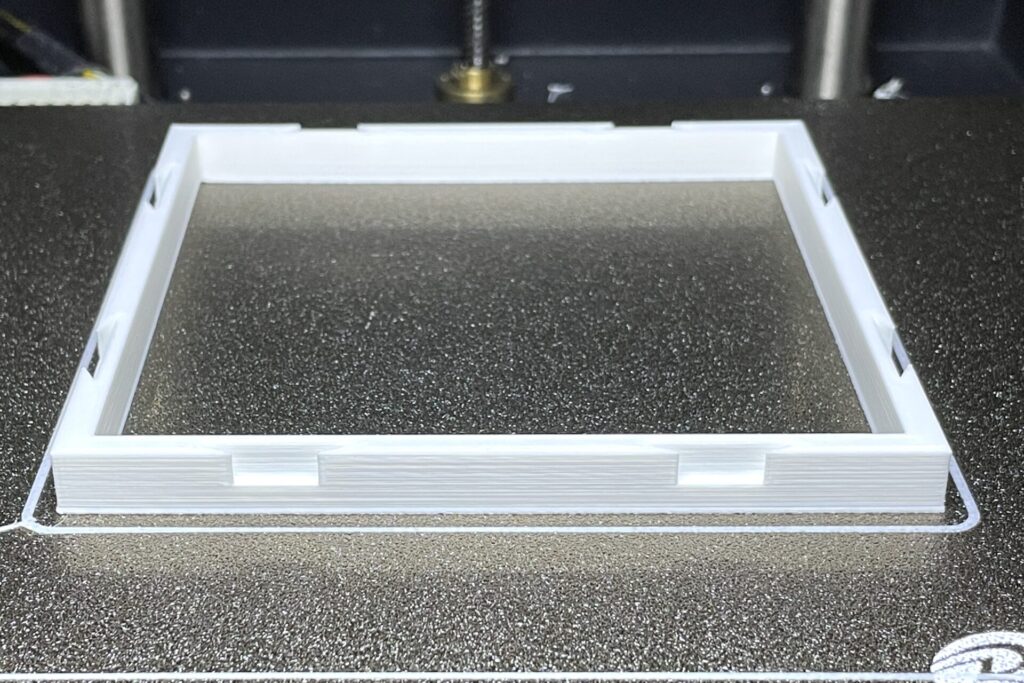
接地面積は大きくないですが、長尺の為中々に反ります!
前回のデータからモデル剥がれはなさそうなパラメータで、ノズル温度・ステージ温度を振って結果を見ていきます!
○実験条件
- ノズル温度:220 or 240℃
- ステージ温度:80℃ or 110℃
- 冷却ファンスピード:100% (initial 0%)
- プリントスピード:60mm/sec (initial 10mm/sec)
| ノズル温度→ ステージ温度↓ | 220℃ | 240℃ |
| 80℃ | 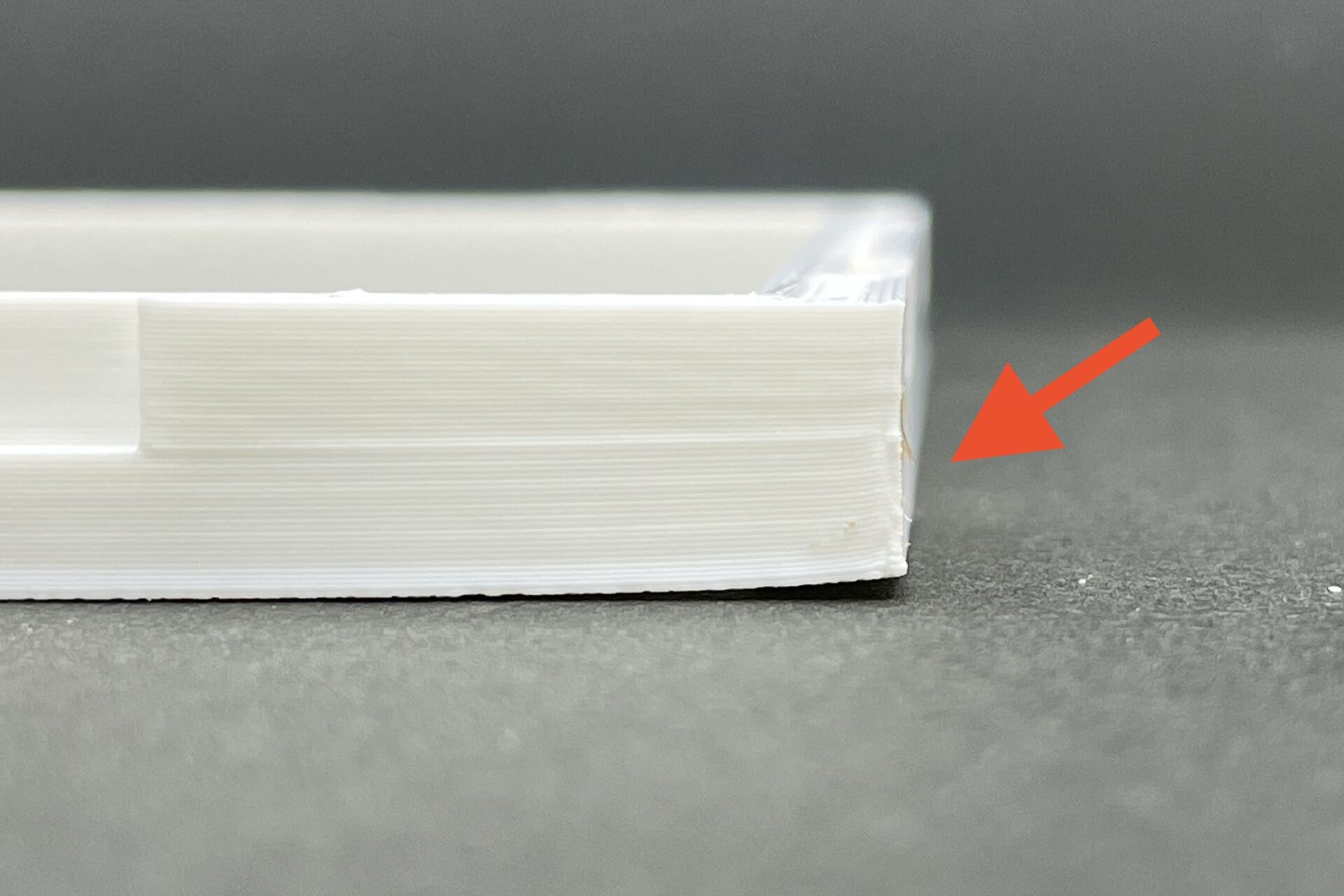 | 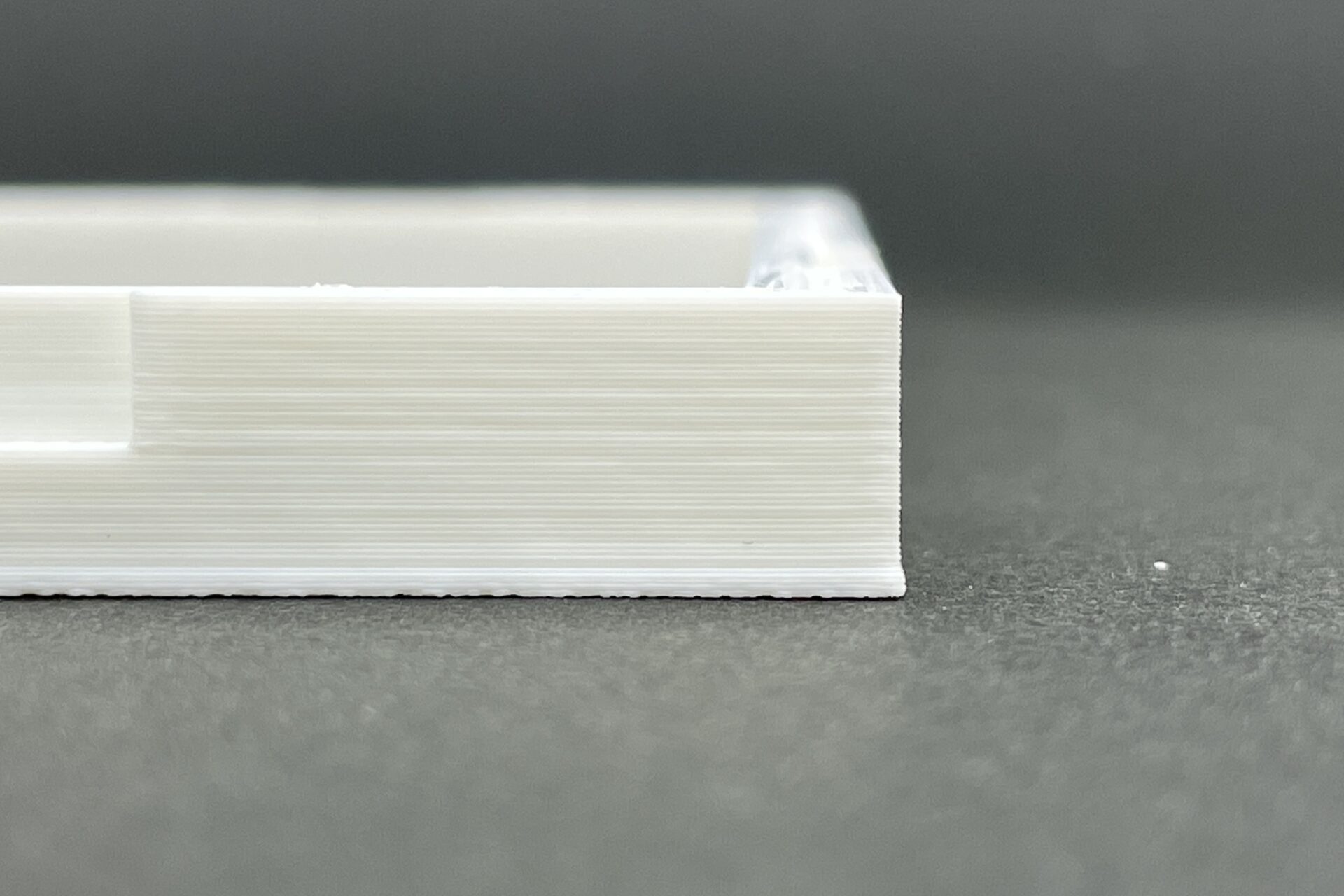 |
| 110℃ | 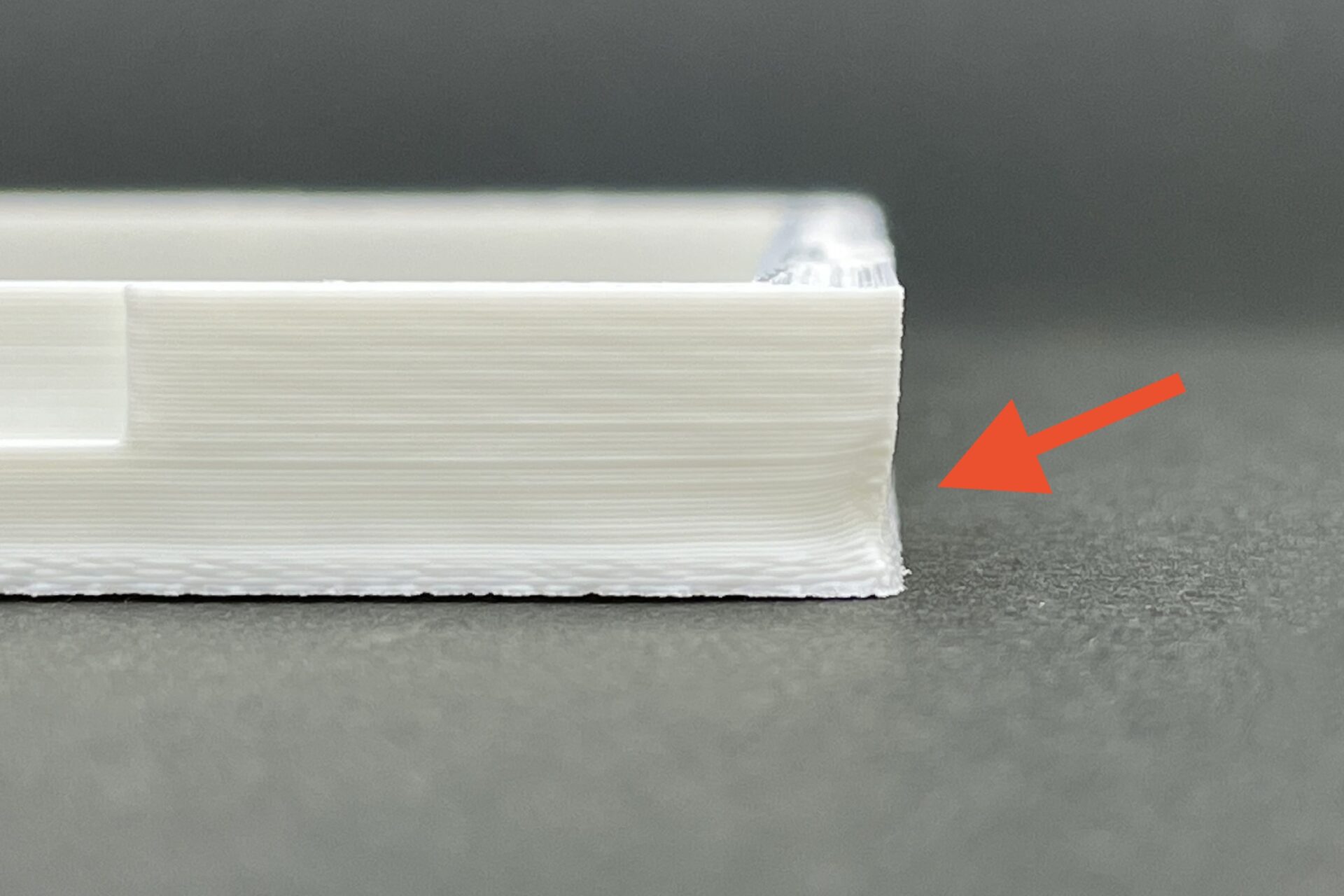 | 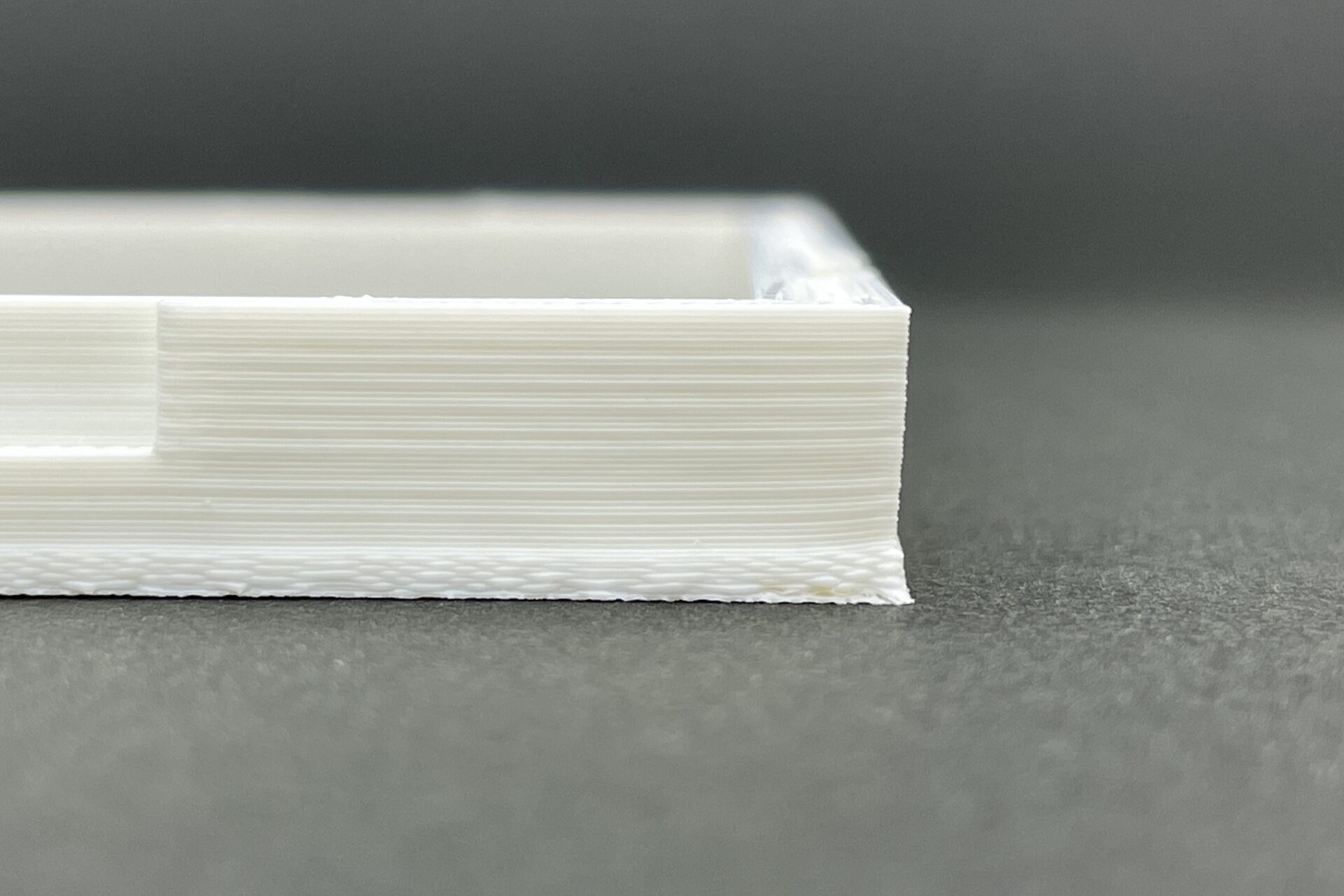 |
どれも密着はそこそこよさそうですが、4隅を確認するとかなり差が見えてきました!
先ず、ステージ温度が110℃と高温の場合はエレファントフットが酷いですね!
一方でステージ温度80℃と低温の場合はエレファントフットの程度も軽く、きれいそうです。
次にノズル温度に着目してみると、240℃では正常に積層されていますが・・・
220℃の場合は積層の途中で層が収縮に耐えられず凹んでしまっている(赤矢印箇所)ことがわかります。
220℃では層と層の間の密着力が弱く、プリント中の層収縮の影響を受けてしまっているんですね!
こういった収縮はステージ海面で最も影響が大きそうなものですが、PEIシートの食いつきが良すぎて、最下層より上の中腹層で凹みが生じてしまっているのでしょうか。
中々面白い現象ですね!てかPETシート強すぎて頼もしいっすね!!
また、ノズル温度220℃+ステージ温度80℃の最も密着性が低くなる条件では、反りによるモデル剥がれが僅かながら見られています!
これらより
○ステージ温度はできるだけ低く
○ノズル温度はできるだけ高く
設定するのが安定しそうです!
②3DBencheyでの検証
次は、少し複雑な3DBencheyのモデルでも確認してみます!

○実験条件
- ノズル温度:220 or 240℃
- ステージ温度:80℃ 〜 110℃
- 冷却ファンスピード:100% (initial 0%)
- プリントスピード:60mm/sec (initial 10mm/sec)
| ノズル温度→ ステージ温度↓ | 220℃ | 240℃ |
| 80℃ | 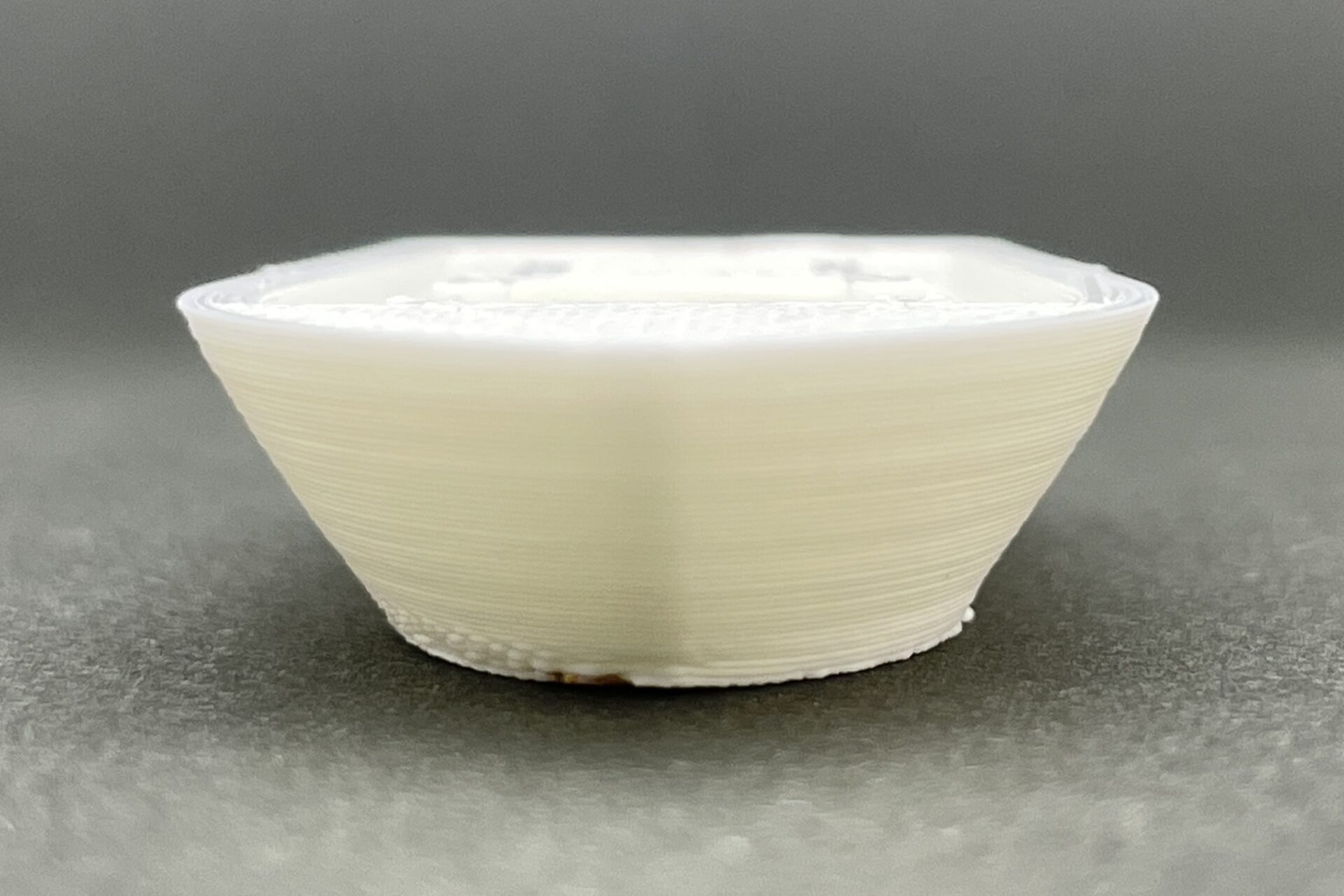 | 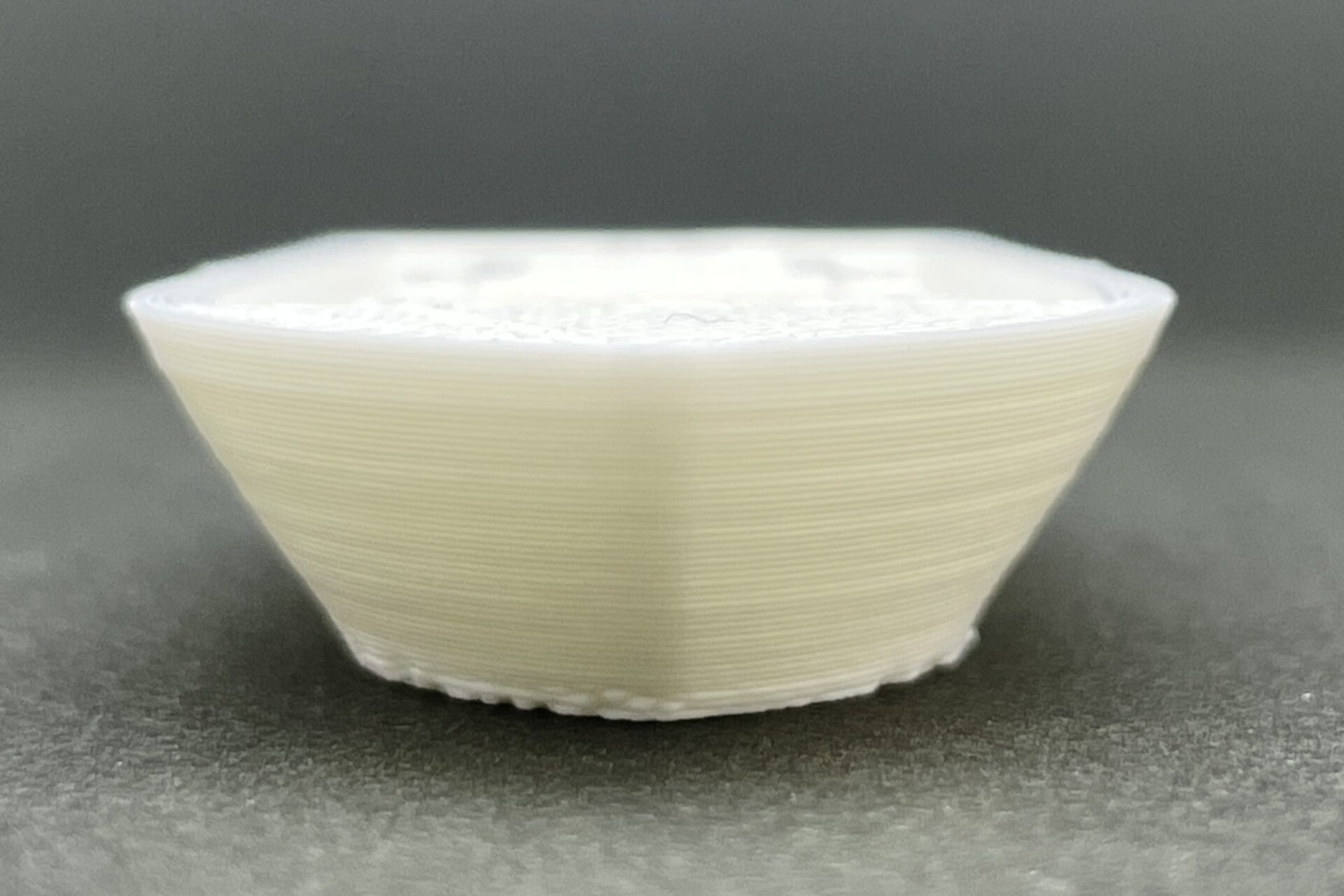 |
| 90℃ | 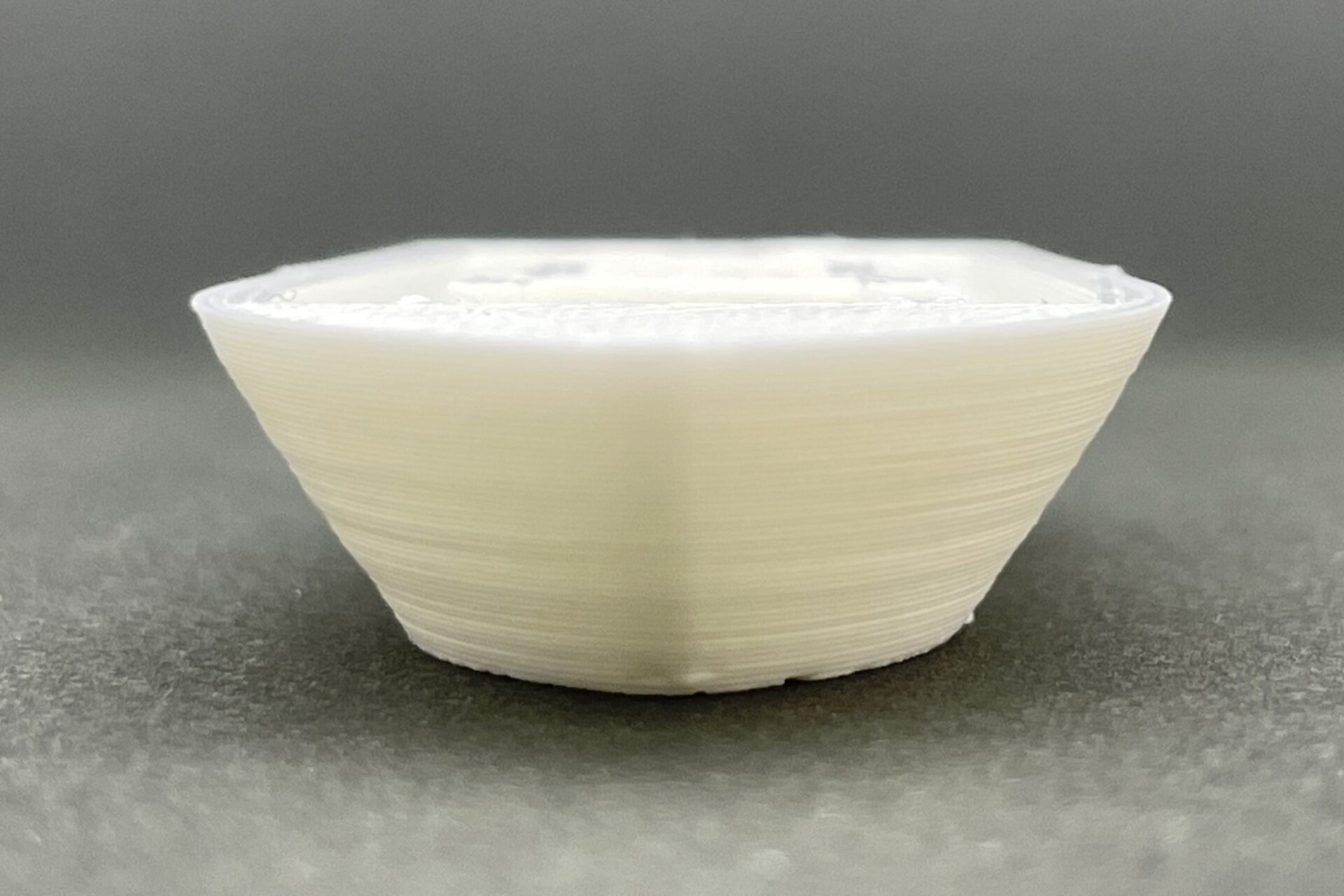 | 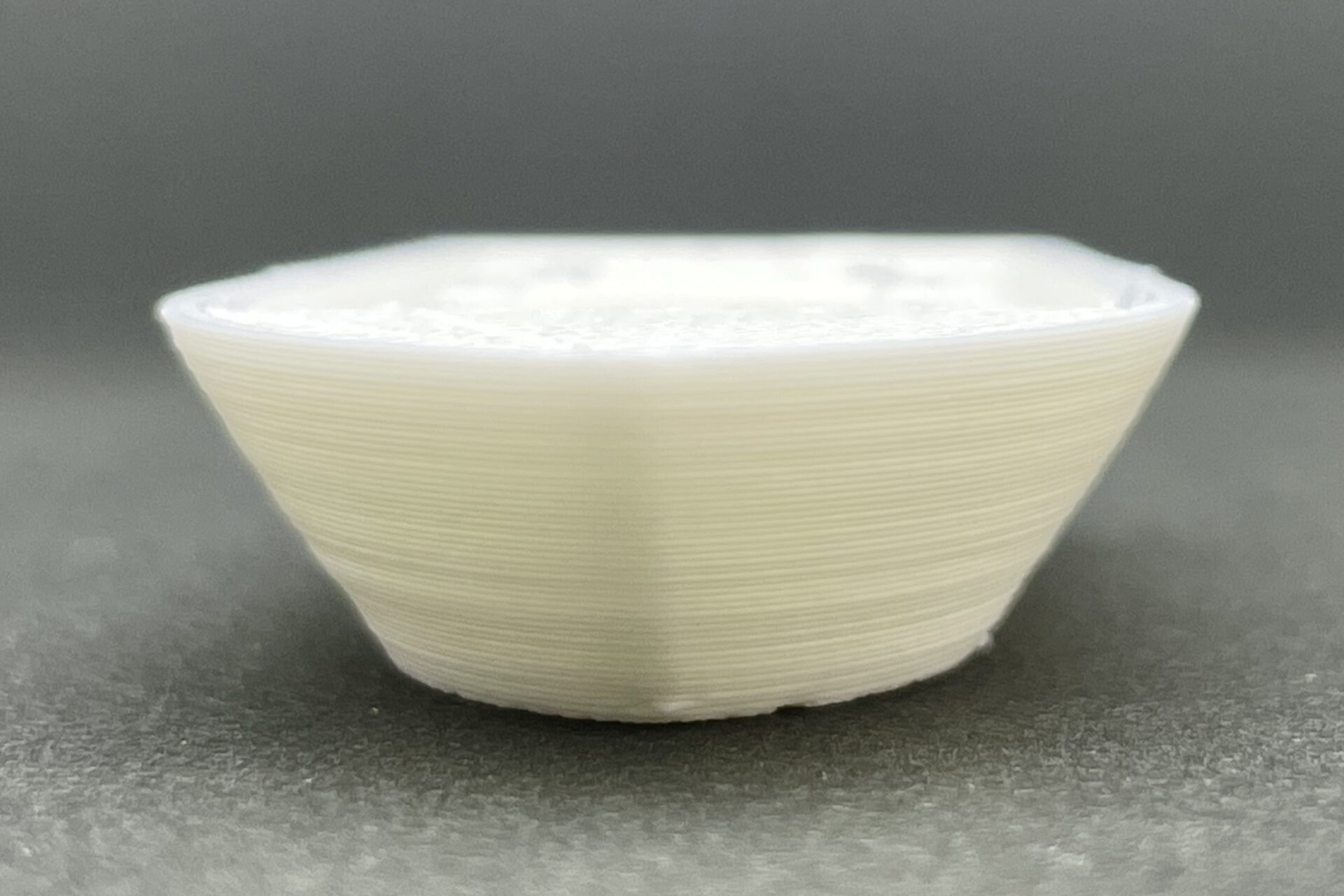 |
| 100℃ | 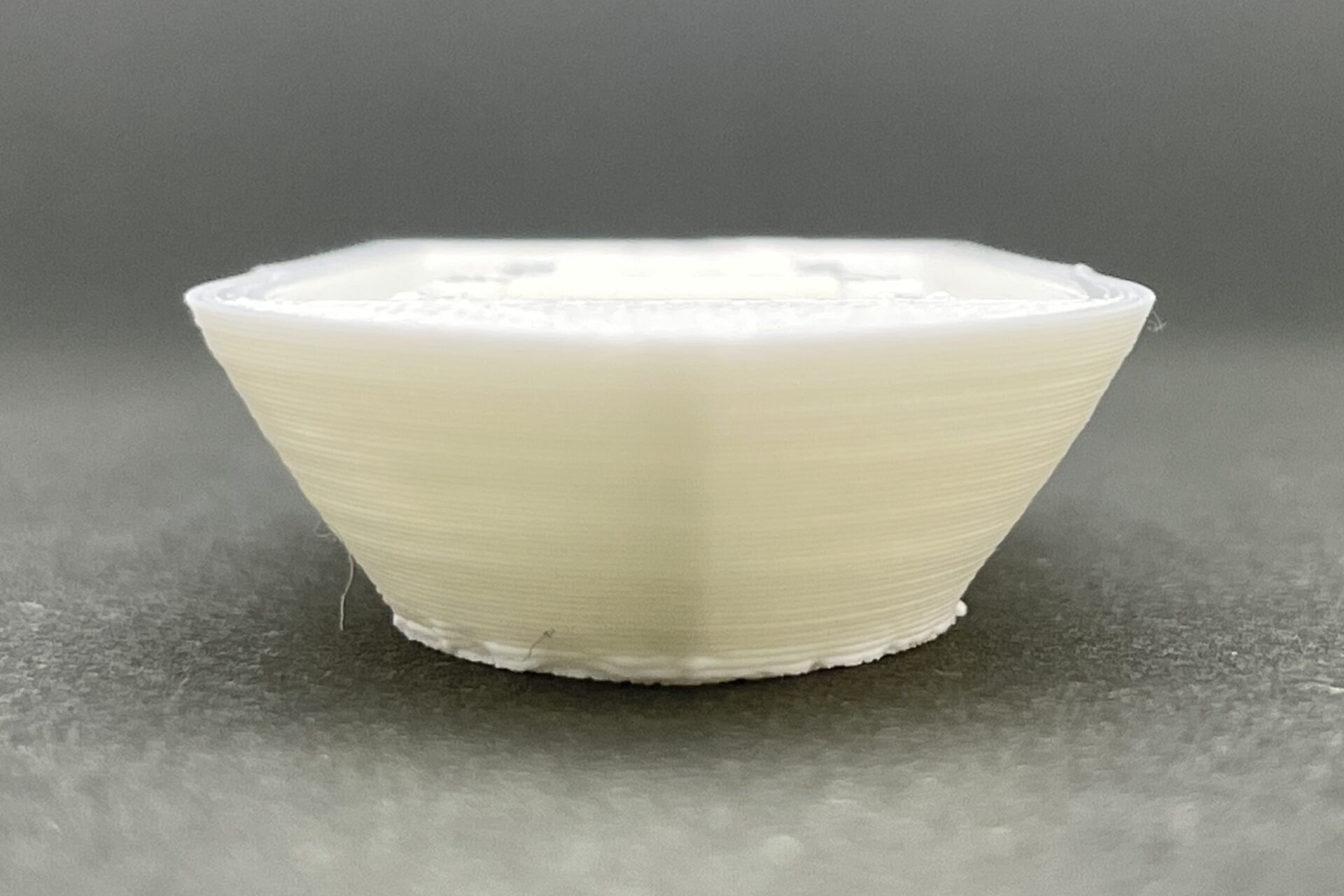 | 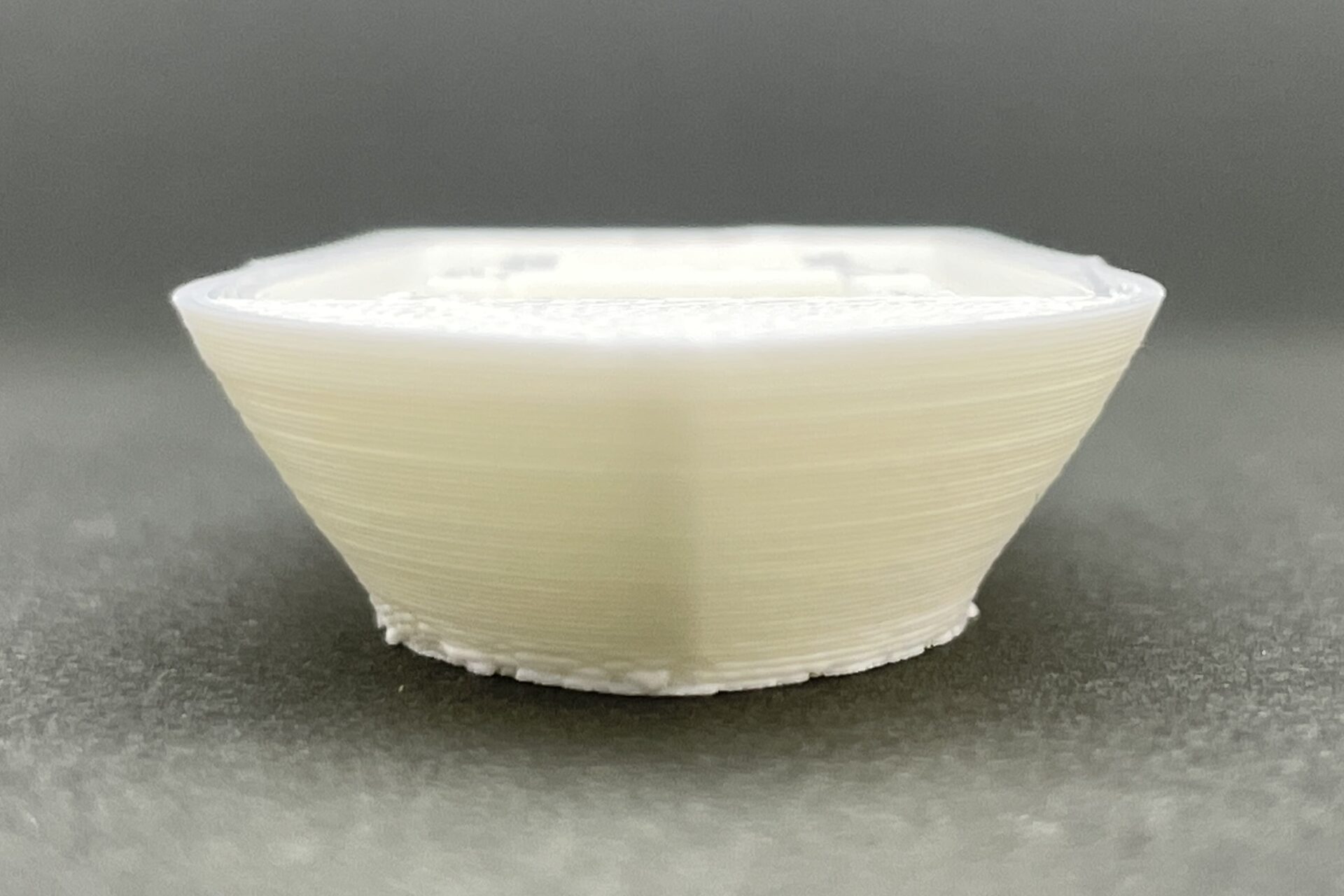 |
| 110℃ | 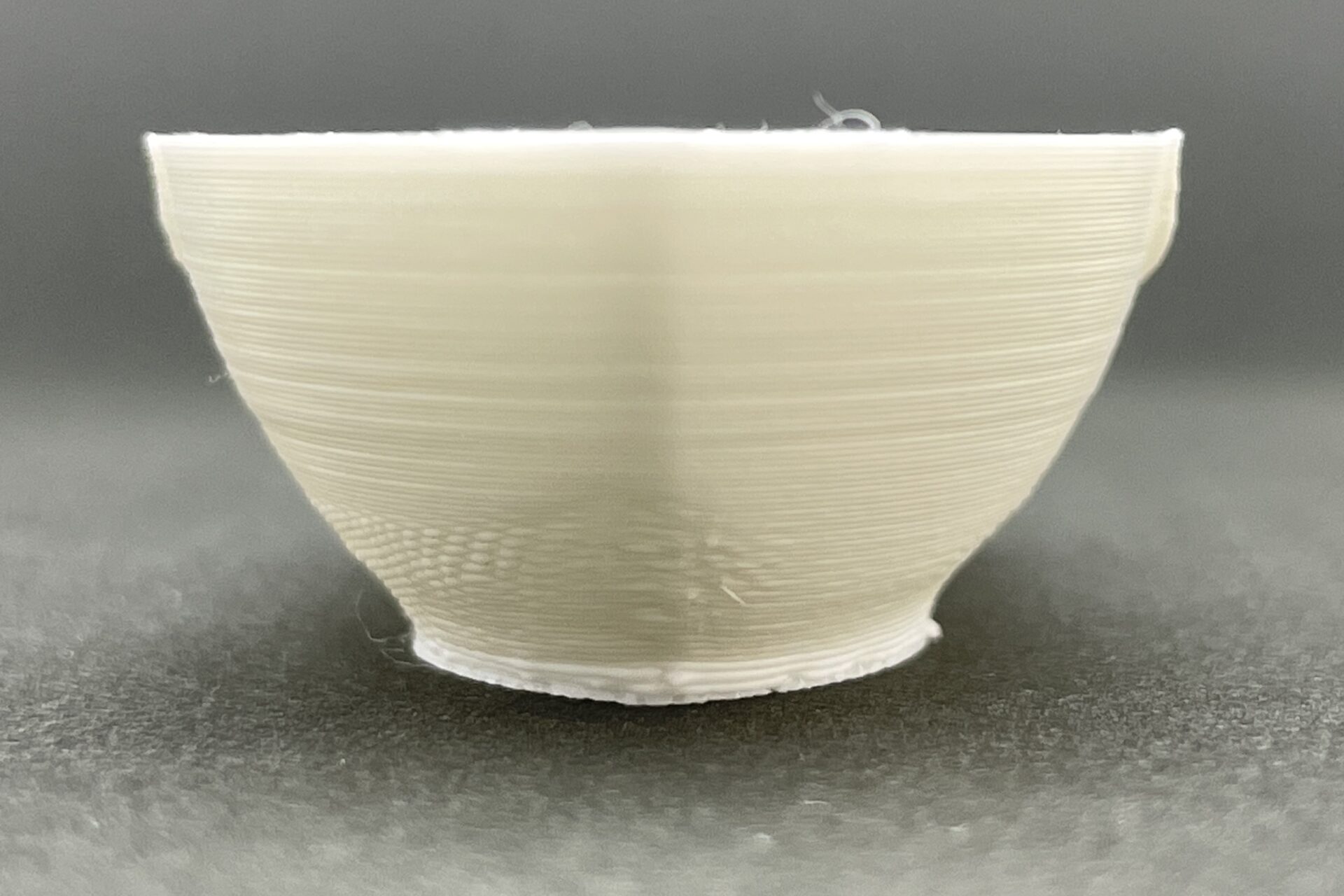 | 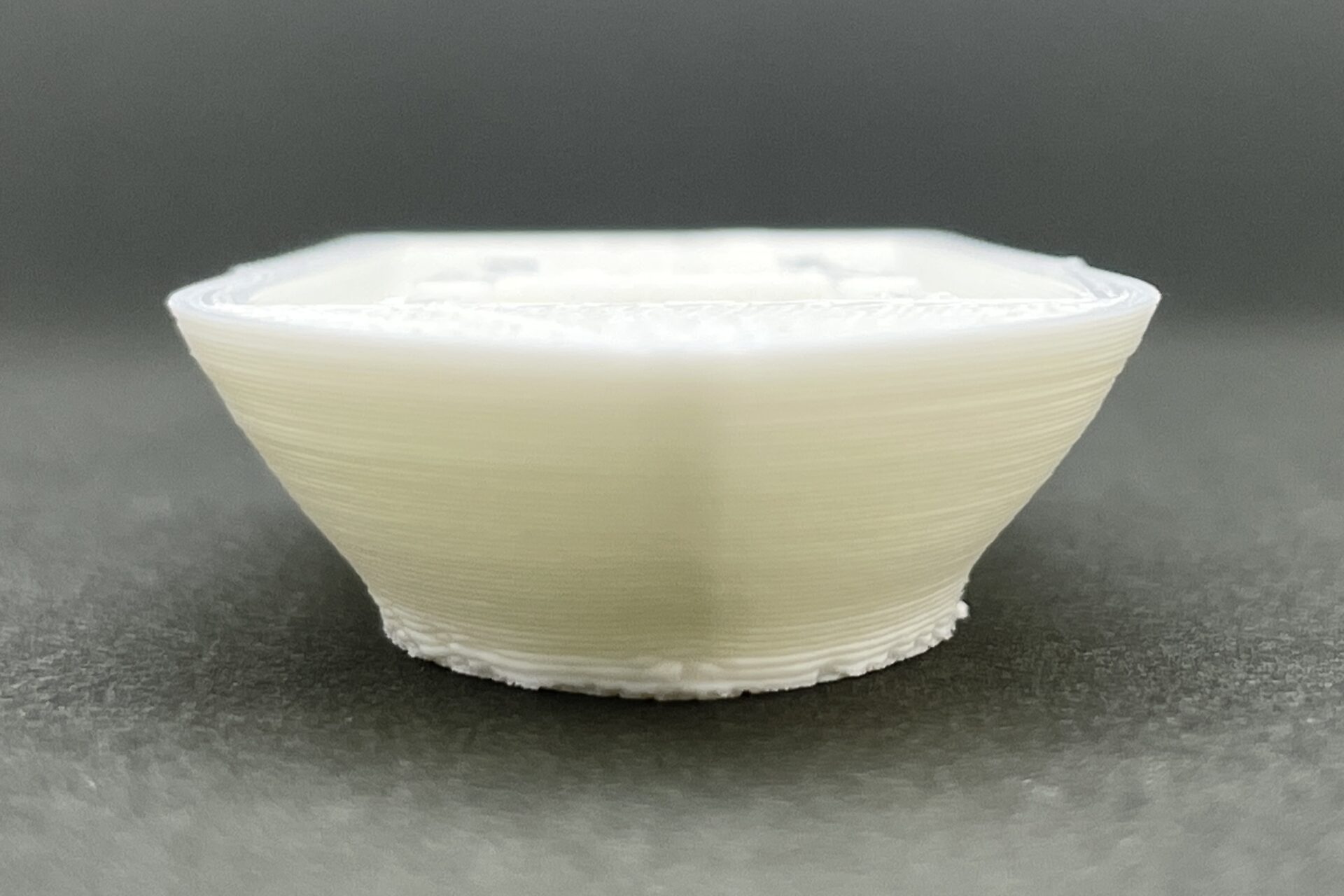 |
写真撮るのが下手すぎる!!伝わらない!!!
と言っててもしょうがないのでコメントしていくと、
なんだか横からでも正面でも写真でわかりにくいんですが、船の先端側の底付近(?)がステージ温度が高いと凹んでしまいます。
エレファントフットの様子も見えますね。
ステージ温度90℃以下では底部分もきれいにできていますが、ステージ温度80℃まで下げるとステージ界面が若干ブツブツとしています。
というわけで
○ステージ温度は90℃がベター!
と決めちゃいます!
③最終評価
では、現状のベスト条件で最終プリントです!
○実験条件
- ノズル温度:220 or 240℃
- ステージ温度:90℃
- 冷却ファンスピード:100% (initial 0%)
- プリントスピード:60mm/sec (initial 10mm/sec)
| ノズル温度:220℃ | ノズル温度:240℃ | |
| 斜め |  |  |
| 横面 |  |  |
どちらも概ねいい感じに出来ていますね!
糸引きもなく、オーバーハングもこんなもんでしょう!
強いていえばノズル温度220℃だと層と層の間が若干ボコボコしている箇所があるくらいでしょうか。
どちらでも問題なさそうですが、今までの結果も含めて
○ノズル温度は240℃
が理想っぽいですね!
本当はもう少し色々なパラメータ見ようと思ってましたが、遊んでたらフィラメントがなくなってしまいました・・・
というわけでOverture製ABSの条件だしレビューはここでキリにしておきます!
なんだかんだ扱いやすいフィラメントだなと思います!
まとめ
いかがだったでしょうか?
2回に分けて条件出しを行ってきましたが、検証結果をまとめると以下です!
OVERTURE製ABSの基本設定
- ステージ温度:90℃以上
- ノズル温度:240℃(高い方が良い)
- initialプリントスピード:10mm/sec
- initialファンスピード:0%
実際結構な数のモデルを上記設定で行ってますが、問題なくプリント出来ています!
当たり前の結果にしかならなかったですが、一つ一つ整理することで勉強になりました!
OvertureはPLAもPETGも使用して見ましたが、どれも不具合なくプリント出来ているので、
信頼できるメーカーさんと思ってます!
次は新しいメーカーのフィラメントにもチャレンジして見たいと思います!
3Dプリンター初心者の方の参考になれば幸いです!ではまた!



