この記事の目的
皆さんこんにちは、ズーチーです!
今回は
新しいフィラメントの条件出しを行う際に
どのパラメータから調整していく方が良いのか?
について考えてみたいと思います!!
3Dプリンターの設定ではパラメータがたくさんあってどの項目から弄ればよいのか難しいですよね・・・
初心者の方は特に迷いやすいと思います!
色々調査した後で、実は基準にしていたパラメータが最適でなくて全部調整やり直し・・・なんてこともありますよね泣
理想としては
① 他のパラメータに影響されにくい項目の最適値を決定
↓
② 他パラメータに影響されやすい項目を、ある程度その他パラメータが決まった段階で調整
としていくのが堅牢性の高い条件が出しやすいかと思います。
(本当は実験計画法やタグチメソッドなど使うとよりスマートなのですがこむずかしいので・・・いつか試します!)
という訳で一つのパラメータに着目して、他の設定項目の影響をどの程度受けやすいのか?を検証していきます!
今回は第1回として冷却ファンスピードに着目して、この項目の最適値が他のパラメータに影響を受けやすいか否か検証してみたいと思います!
結論として、
冷却ファンスピードは先にざっくり条件決めちゃってOK
と言えそうな結果となりました!
では詳しく見て言いましょう!
☆ちなみに私の使用しているフィラメントとプリンターは以下です!



※PEIシート使ってない方はマジでおすすめなので是非試してみてください!!
☆プリンターについてはこちら↓

①検証方法
検証方法は、私がいつも使っている方法になるのですが・・・ずばり
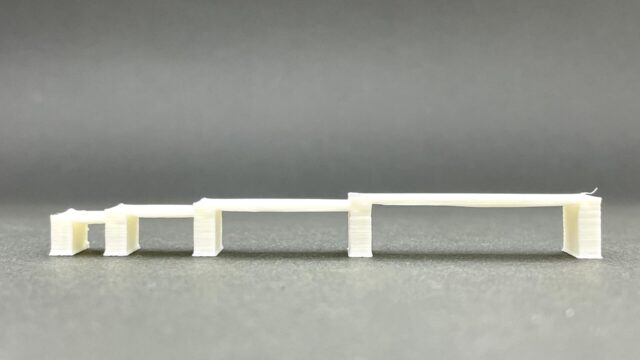
定番のテストモデルである3D Benchy を途中でプリント止めて反り確認
です!!
CURAスライサーでは設定によって任意のレイヤーでプリントを止められる為、その設定で出来栄えを見ていきます!

冷却が効いていれば層がフラットに、不足している場合は端が沿り上がったようになるので
直感的にとってもわかりやすいのです!
では早速条件を振って見ていきましょう!!!
②基本条件確認
では先ずメーカー推奨条件でざっくり見ていきましょう!
今回使うフィラメントの適正プリント条件は
- ノズル温度:220〜260℃
- ビルドプレート温度:80℃〜100℃
ということでしたので初めは以下の条件でプリントしてみます!!
○実験条件
- ノズル温度:240℃
- ステージ温度:100℃
- 冷却ファンスピード:10〜100% (initial 0%)
- プリントスピード:50mm/sec
結果はこちら!!
| 冷却ファンスピード | モデル反り |
| 10% |  |
| 20% |  |
| 30% |  |
| 50% | 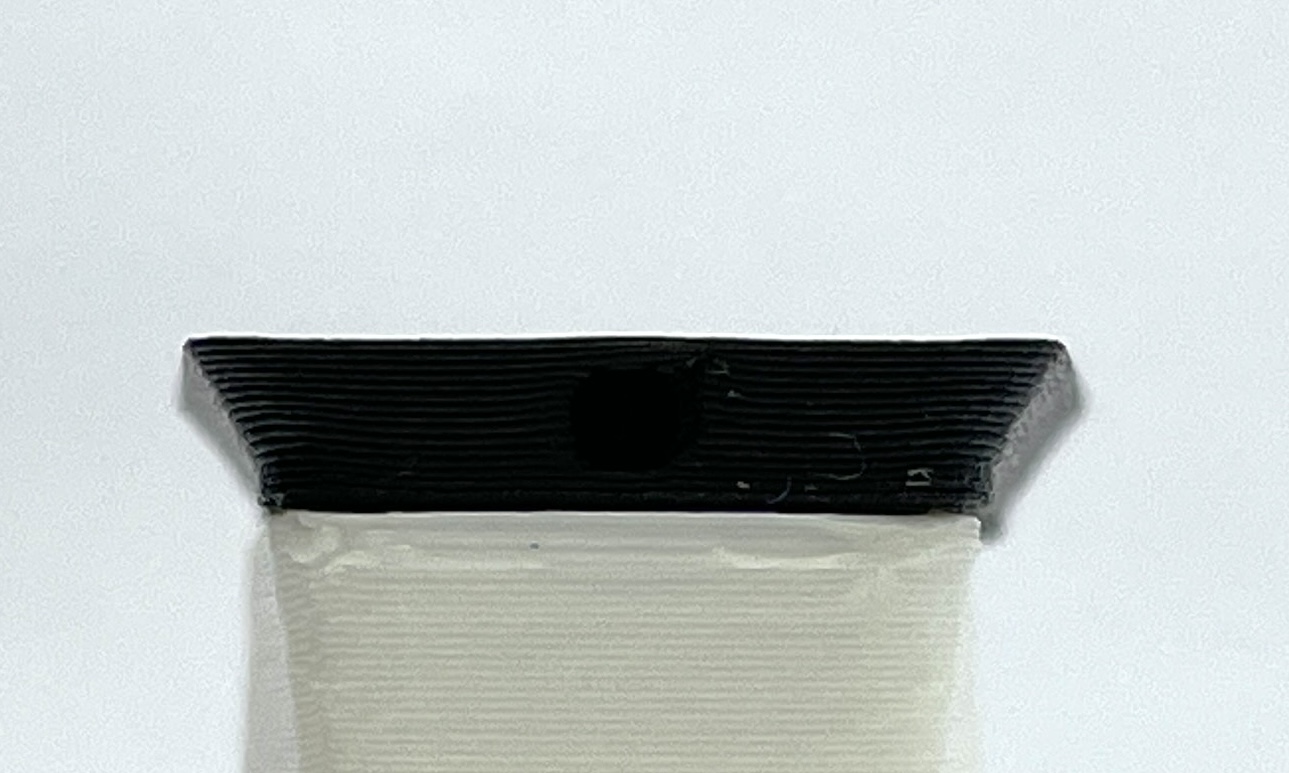 |
| 100% |  |
10%の冷却ファンスピードではかなり反りが目立ちますね!
20%でも若干反っているように見えますが、
30%以降はフラットで冷却不足は見えませんね!
30%以上、マージン見て50%くらいが適正な冷却ファンスピードと言えそうです!
では
この条件がその他のパラメータ設定でどこまで変化するのか?
を見ていきましょう!!!
③ノズル温度影響
先ず真っ先に思いつくパラメータはノズル温度ですよね!
層間の密着性にもっとも効いてくるので、冷却ファンスピードへの影響も最も高そうです!
早速見ていきましょう!!
○実験条件
- ノズル温度:220〜260℃
- ステージ温度:100℃
- 冷却ファンスピード:10〜100% (initial 0%)
- プリントスピード:50mm/sec
結果はこちら!!
| 冷却 ファン スピード | ノズル:230℃ | ノズル:240℃ | ノズル:260℃ |
| 10% | × | |  |
| 20% | 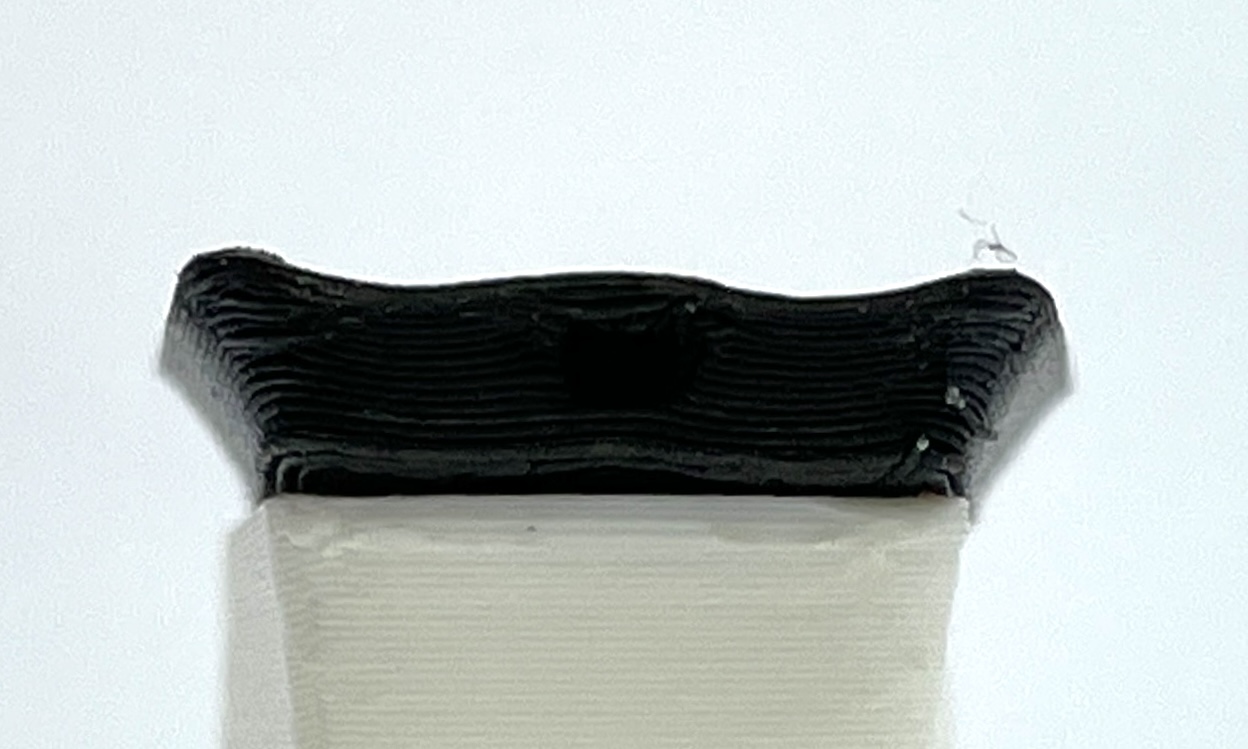 | |  |
| 30% | 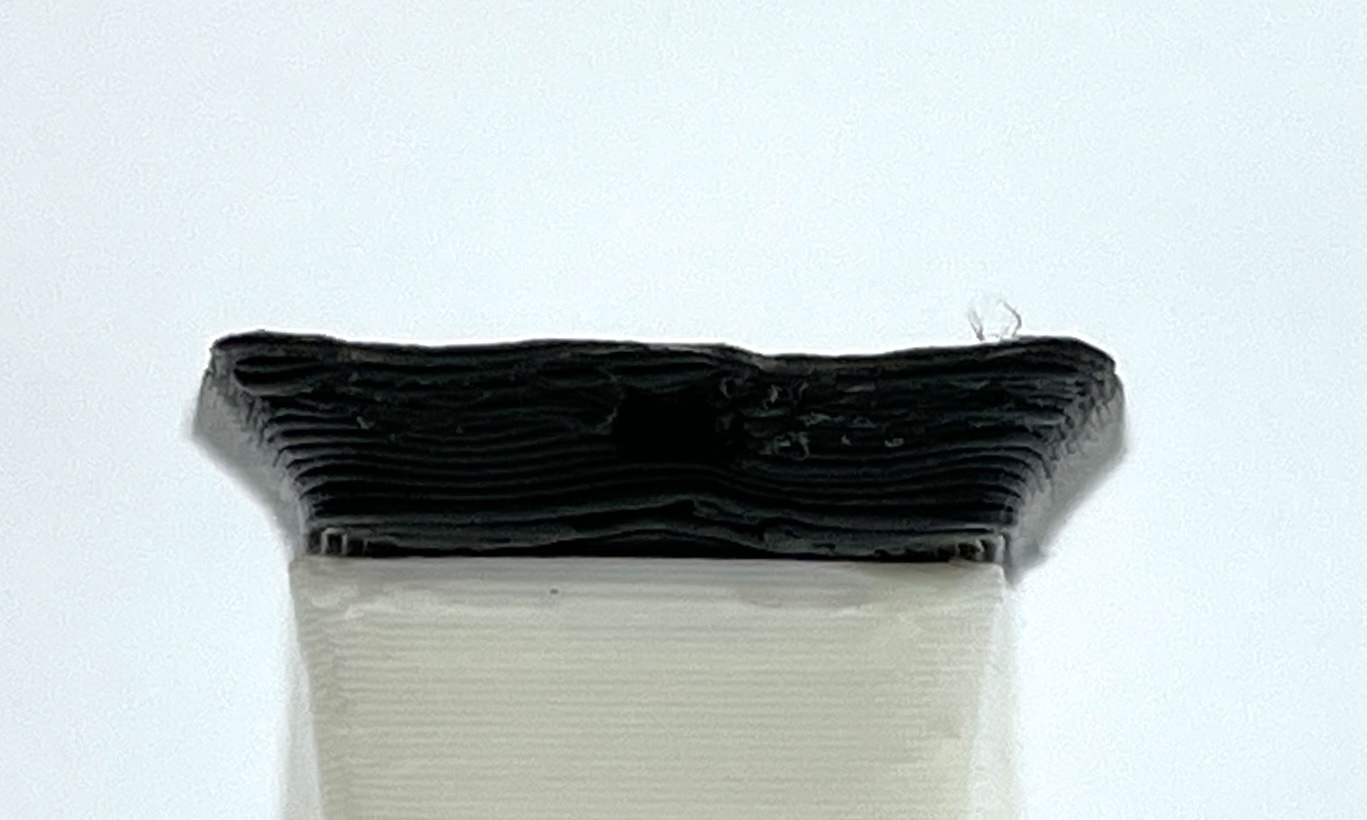 | |  |
| 50% | 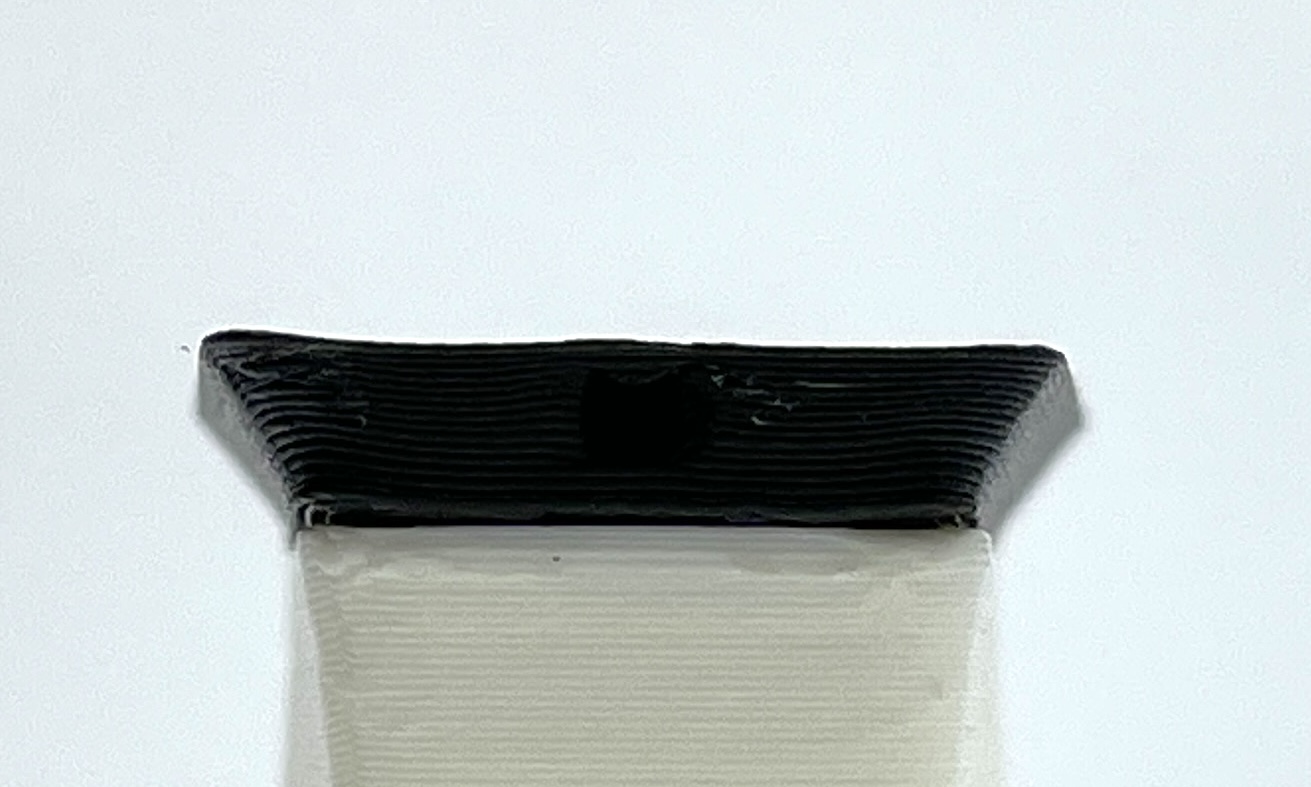 | |  |
ノズル温度240℃以上の高温帯ではノズル温度を上げても冷却ファン依存の形状変化はほぼ同じとなっていますね!
一方でノズル温度が230℃の場合は、冷却ファンスピード30%でも反りが目立っていますね!
50%まで上げるとほぼフラットにはなりますが高温帯と比べると形状は悪いです!
ノズル温度が低いと層間の密着性が悪くなり、反りの影響が大きく出てしまっていると推測できます!
230℃というのはこのフィラメントにおいては低すぎて適正範囲外と言えそうです!
とした場合、この検証からは
冷却ファンの最適値は(一定以上の高温帯の)ノズル温度によらず同じ
であると言えそうですね!!
尚、設定にある220℃ですが、温度が低すぎるのか私のプリンターでは送り出し部が空振りするようなカタカタ音が聞こえ的なので検証中止しました!
④ビルドプレート温度影響
もう一つ、ビルドプレートの温度についても影響を見てみます!
庫内全体の温度にも影響してくるパラメータのため、冷却影響にも変化あるかもしれません!
早速見ていきましょう!!
○実験条件
- ノズル温度:240℃
- ステージ温度:90〜110℃
- 冷却ファンスピード:10〜100% (initial 0%)
- プリントスピード:50mm/sec
結果はこちら!!
| 冷却 ファン スピード | プレート:90℃ | プレート:100℃ | プレート:110℃ |
| 10% |  | | × |
| 20% | 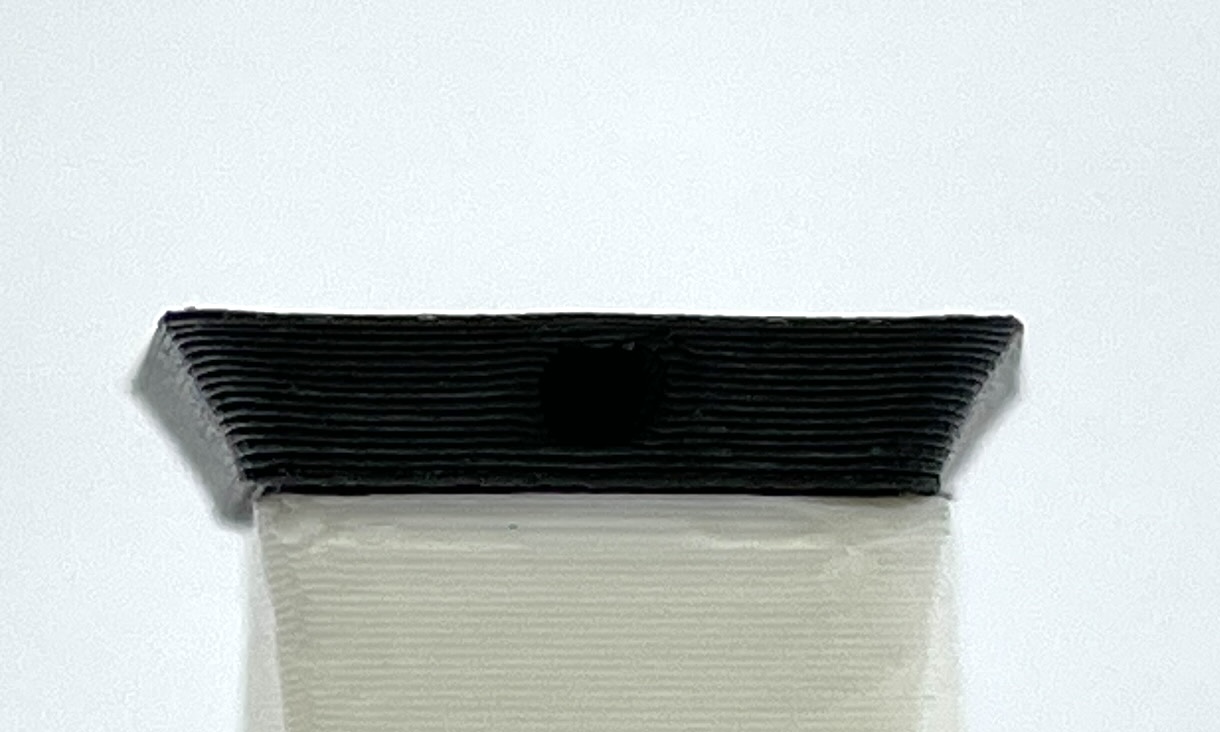 | |  |
| 30% |  | | – |
| 50% |  | | 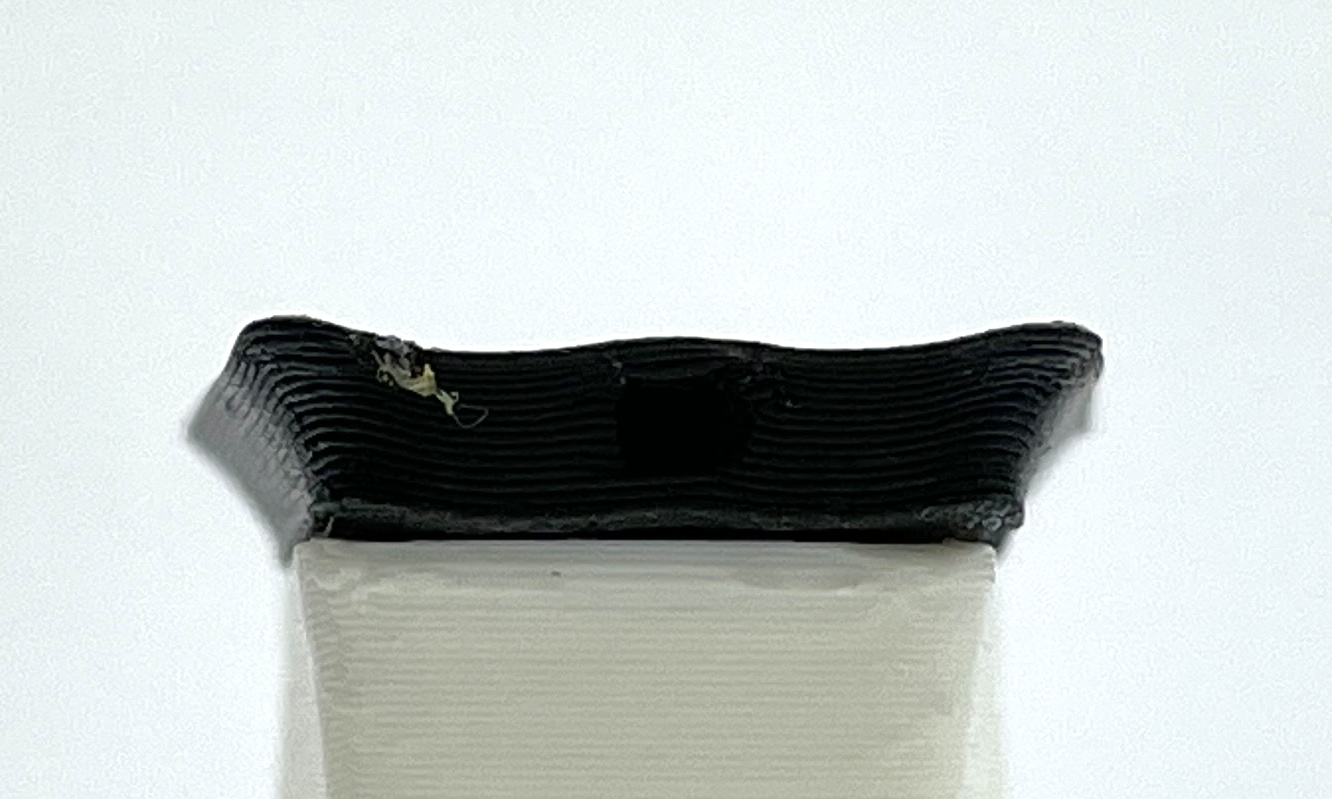 |
ビルドプレート温度による影響は顕著に見えますね!
まずプレート温度80℃ですが、これは定着が悪くプリント不良が多発したのでNGです!
次に90℃ですが、こちらは100℃の場合と大きくは変わらない形状変化となっていますが
冷却ファン20%の時をみると、よりフラットになっていて20%でも冷却は十分されていると言えそうです!
とはいえ10%では反りが出てしまっているので、マージンをみるとこちらも
30%〜50%の冷却設定が無難そうですね!
プレート温度を110℃まで上げると一気に反りがひどくなり50%以上のファンでも反りが抑えられませんでした。
これは庫内の状況でフィラメントが緩くなりやすい=冷えにくいということかな?と思います!まぁそもそも推奨外の温度なので参考程度ですね!!
という訳で、プレート温度からの検証でも
適正温度帯のビルドプレート温度を変化させても冷却ファンの最適値はほぼ変わらない
と言えますね!
まとめ
いかがだったでしょうか?
今回は冷却ファンスピードに着目して、この項目の最適値が他のパラメータに影響を受けやすいか否か検証してみました!
ノズル温度・ビルドプレート温度を振って検証してみましたが、
結論として
冷却ファン設定の適正値は適正温度範囲内であれば大きく変化しない
ということがわかりました!
もちろんフィラメントの種類にはよると思いますが・・・
条件出しの際は、先に冷却ファンの設定を追い込んでから他パラメータを振っていく
という流れで良さそうです!
今まで順番気にしていなかったので、これから冷却ファン優先で条件だししていこうかと思います!
初めてのフィラメントを使う際はなんだかんだワクワクするので
条件出しはスマートにさっさと終わらせたいものですね♪
3Dプリンター初心者の方の参考になれば幸いです!ではまた!!