この記事の目的
みなさんこんにちは、ズーチーです。
以前から使用していたOvertureのPLAフィラメントを使い切ってしまいました!
条件出ししたりして遊んでいると、1ヶ月もたないですね・・・
いろいろなフィラメントを試してみたいので、次にPLAフィラメントが切れたときはABSにチャレンジすると決めていました!
使用するのはこちらのフィラメントです。以前使用したPLAフィラメントで全然問題なかったので、同じOvertureというメーカーのものです。

OVERTURE ABS フィラメント 3Dプリンター フィラメント 1.75mm 1kgビルドサーフェス付き (ホワイト)
ちなみに使用している3Dプリンターは以下です!

ということで早速試し刷りしていきます!
試し刷り①:デフォルト条件
出力確認のモデルには 船型モデル “3D Benchey” を使用します。
定番になってきましたね。
スライサーソフト”QIDI Print”の設定をABSに変更して、全てデフォルト設定で出力してみます!ノズル温度は220℃です!

ちゃんと形ができました!笑
ABSは難しい!と聞いていたので、ひとまず安心です。
糸引き・層間の剥がれはなさそうです。
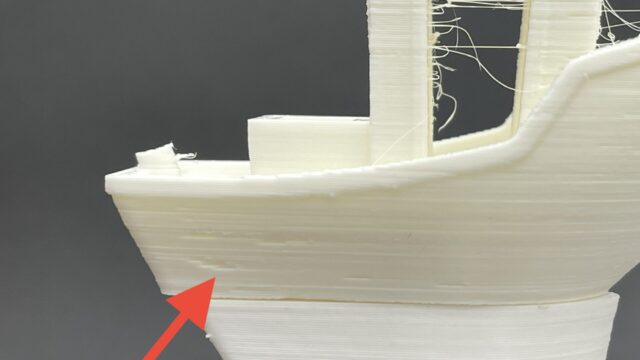
一方で、所々焦げたような汚れが見えますね。これはなんだろう・・・
ノズルを確認してみると、真っ黒に焦げた汚れが付着していました!
確実にこれが問題ですね・・・
PLAを使用した後にそのままフィラメントだけ交換したので、PLAが少し残っていたんですね。
PLAに対して220℃はかなり高い温度だと思うので、そういった部分で焦げてしまっているのでしょうか。
ノズル交換の必要がありそうですね。が、今回はそのままお試しを続けていきます!
試し刷り②:ノズル温度調整
ノズル温度を振ってみました!
| ノズル温度 | 220℃ | 230℃ | 240℃ | 250℃ | 260℃ |
| 出力結果 |  |  |  |  |  |
260℃ではモデルがスカスカになってきていますが、それ以外では大きな変化は見えていません。PLA程敏感ではないのでしょうか・・・?
にしても、船の後方と屋根の始まりの部分が黒ずむのは変わりませんね。
同じところばかり黒ずむので、特定のレイヤーの処理が問題なようです。
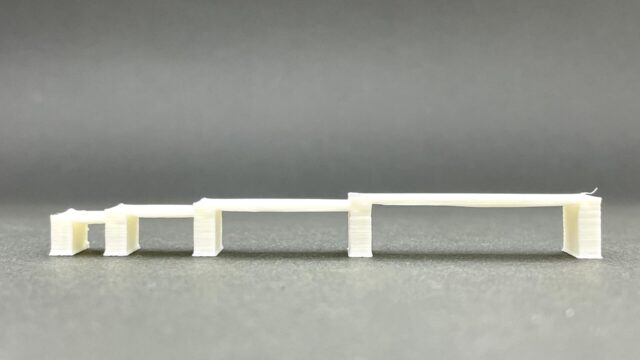
処理中に着目してみると、角の部分が下の層と密着しておらず上方に尖ってしまっています。

この部分が次の層を積層する際にノズルの汚れと接触して黒ずんでいたのですね!
試し刷り③:冷却ファン出力調整
積層の際のフィラメント状態が影響が大きそうなので、冷却ファンを調整していきます。
デフォルト設定が20%となっていたのでそこから冷却を増やしていきます!
| 冷却ファン出力 | 20% | 50% | 75% | 100% |
| 出力結果 | |  |  |  |
50%以上で後ろの黒ずみは無くなりました!冷却が足りずに下の層と密着していなかったのですね。
ひとまず解決してよかったです!PLAの時もありましたが、冷却ファンの調整、大事ですね!!
まとめ
いかがだったでしょうか?
はじめてOvertureのPLAフィラメントを使った際はもっと苦戦したので、ABSですが意外とすんなりモデルが出力できた印象でした!
設置面積が大きくなると反りの影響も出ると思うので、いろいろなモデルで試してみようと思います!
ただ、一点問題が・・・
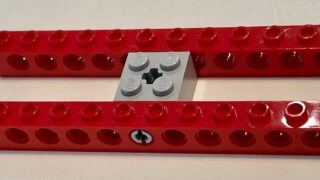
使用していたビルドプレートですが、こべりついたノリ残りをスクレーパーでガリガリしているうちに中心部分が剥がれてしまいました・・・
ちょっと乱暴にしすぎたかもしれません。
純正品はもう1枚予備がありますが、それもダメになると怖いので代用品も探してみようと思います。
今のところ候補は以下ですかね。

FLASHFORGE3DプリンターDreamer&CreatorPro用 ビルドシート 3枚セット【日本正規代理店】
imate-sはサイズが大きく、200mm×270mmのプレートサイズなので、それに合うプレートはなかなか売っていないようですが・・・切り貼りしてもある程度は大丈夫なのかな・・・?
このあたりもトライしていこうと思います!
何かの参考になれば幸いです。ではまた!