この記事の目的
みなさんこんにちは、ズーチーです。
以前の記事で初めて購入したPLAフィラメントの条件出しについて紹介しました。
・・・といっても結果的に排熱が悪い状態で処理してしまっており、散々苦戦した挙句
“ノズル詰まりせずにモデルを出力できる”
という当たり前なスタートラインに立つことしかできませんでした。。。
つまり、まともな条件出しはできておりません。
今回は、ようやく条件ぶりに挑戦していきます!
ちなみに使用している3Dプリンターとフィラメントは以下です!


OVERTURE 3Dプリンター フィラメント 3D印刷フィラメント Silk PLA シルク PLA 1.75mm (シルクグレー)
今回は、レイヤー間の密着性(はがれ)に関して見ていきます!
準備
前回同様、出力確認のモデルには 船型モデル “3D Benchey” を使用します。
正直どこに注目して確認していくかもわからないので、とにかく数をこなして調査していきたいと思います!
まずはデフォルト設定で出力してみます。

色々と問題点はありそうです。
目立つ所として、中盤以降でレイヤー間に剥がれ(すきま)ができてしまっていますので今回はここに着目していきます!
原因の推測
どうやったら層が剥がれるのか(密着しないのか)を考えてみると
・積層する層が冷えている と 密着しにくそう
→関連パラメータ:ノズル温度 / 冷却ファン出力
・プリントスピードがゆっくり の方が 密着しやすそう
→関連パラメータ:プリントスピード / 最小レイヤー処理時間
・庫内温度が高い 方が 密着しやすそう
→関連パラメータ:ステージ温度 / 庫内温度
といったところが考えられるかと思います。
完全にイメージですが。笑
これらのパラメータに着目して検証していきます!
ノズル温度依存性
先ずデフォルト条件に対して、ノズル温度を振って相関の密着性について確認していきます。
見るポイントとしてはボート部分の後ろ側で見ていきます。
比較した結果が以下の表のようになります。
| ノズル温度 | 190℃ | 200℃ | 210℃ | 220℃ | 230℃ | 240℃ |
| レイヤー間剥がれ |  | 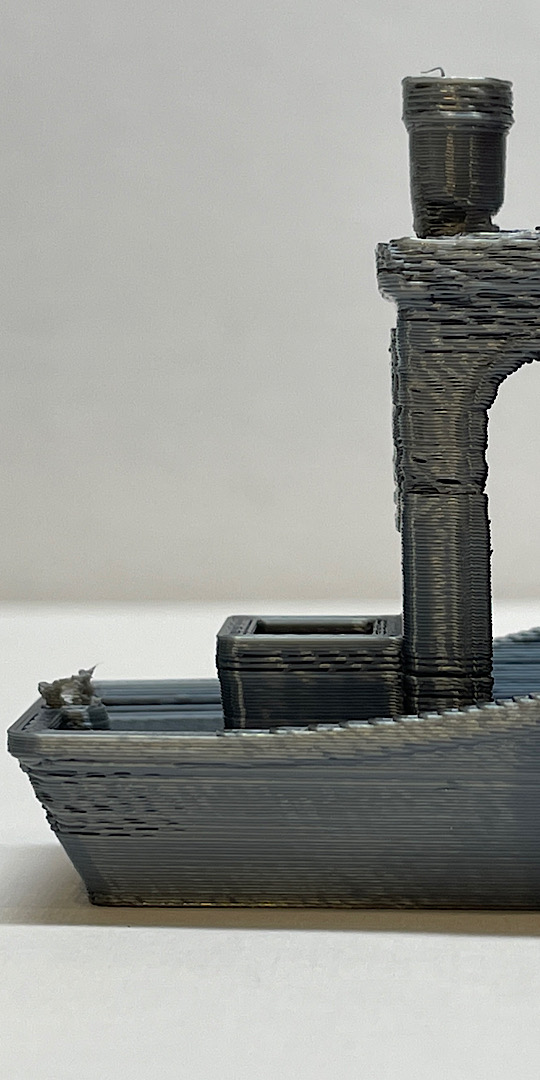 | 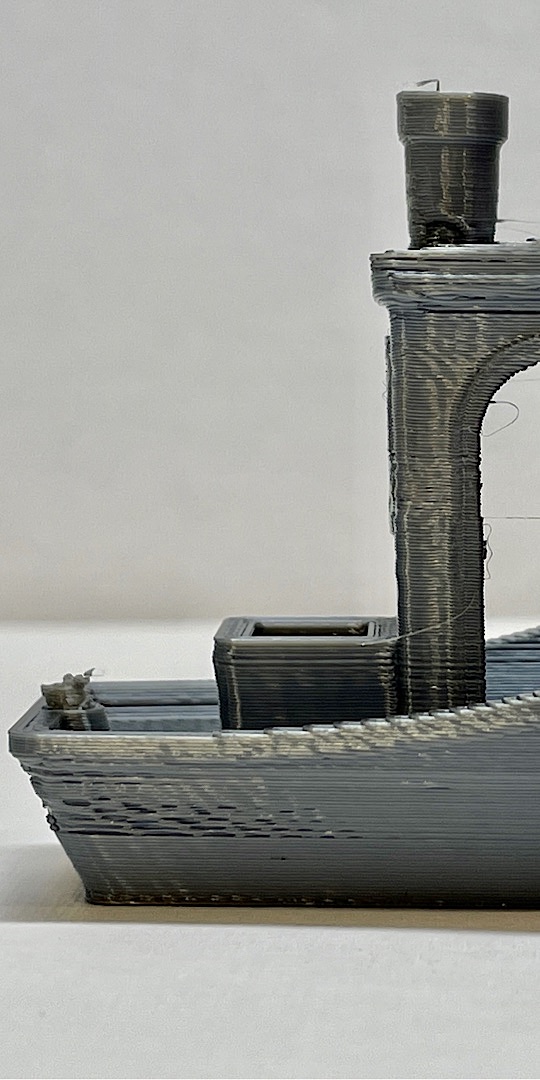 | 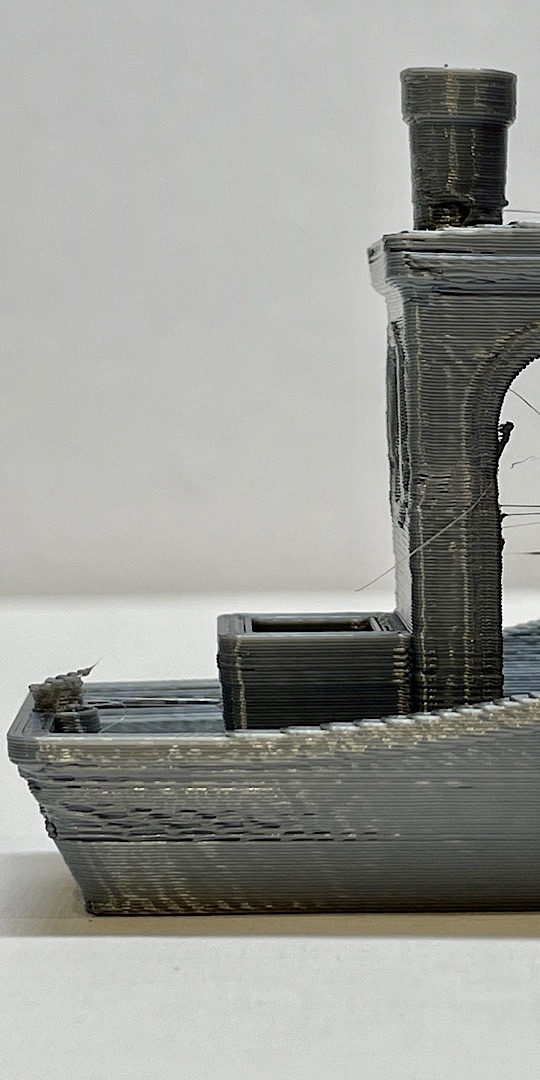 | 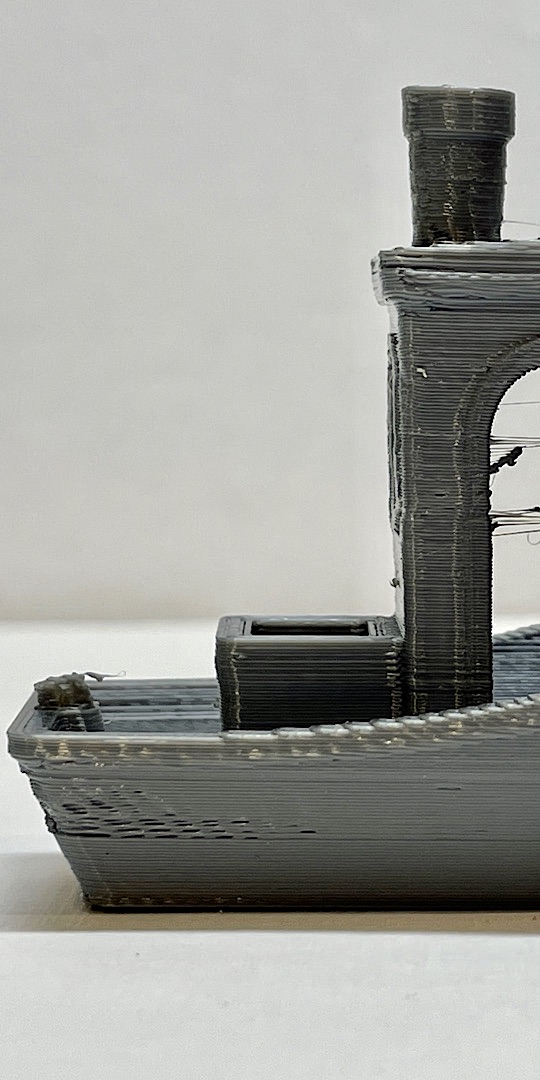 |  |
ノズルの温度が一番影響するのかなぁと思っていましたが、思ったより“変化がない”結果となりまし
190℃まで下げていると全体的にかなり密着の悪いすかすかな状態となってしまいますが、
240℃まであげてもスカスカになっている箇所が目立ってしまいますね。
ノズルの温度以外に影響度の高いパラメータがありそうです。
プリントスピード依存性
では、次にプリント速度をゆっくりにしていきます。
| プリントスピード | 210℃ | 220℃ | 230℃ |
| 60mm/sec | | | |
| 30mm/sec |  |  |  |
プリントスピードをゆっくりにすることで、剥がれはなくなりきれいになりました!
ただ、積層されたフィラメント同士の温度的な状況は変わっていないので、剥がれやすそうなものをそーっと乗っけている、という印象ですね。
時間も伸びてしまうし、本質的な改善ではないように感じますね。
フィラメント冷却温度依存性
このパラメータは今まで触ったことありませんでした。
ノズル温度依存性があまり効果がなかったことを考えると、吐出されたフィラメントが急速に冷却されすぎていて、密着が悪くなっているのでは?という予想です。
とはいえ冷却が足りないと糸引きとかしそうですし、案外キーパラメータかもしれません。
という訳で比較結果です。
| 冷却ファン | 100% | 75% | 50% |
| レイヤー間剥がれ | | 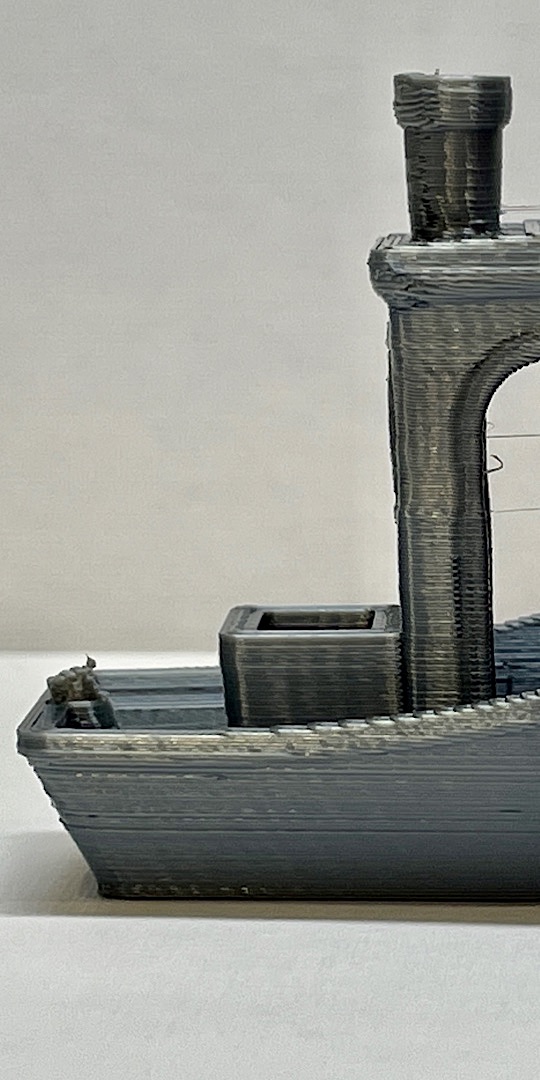 | 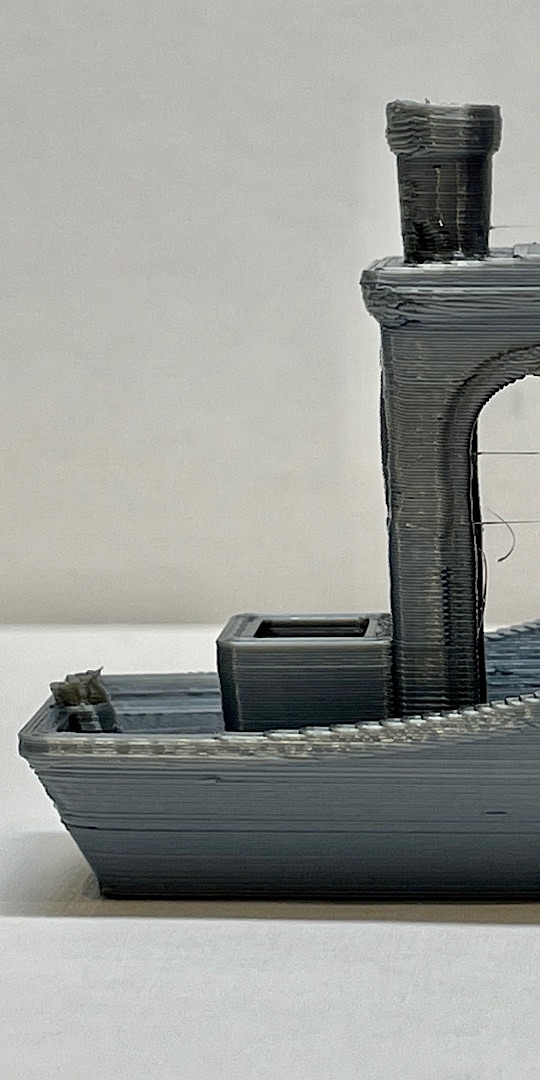 |
プリントスピードは60mm/secと速いままですが、見事に改善が見られました!
通常100%設定としていましたが、75%まで冷却を下げたところ密着の問題は解決しているようです。
モデル全体を見ても密着が悪そうな部分は見当たらず、良好そうです!
一方で50%まで冷却を下げた場合・・・後方の部分ではきれいに密着しているのですが、船首側の先端部分に以下のような潰れが見られました。。。

冷却が弱まると、吐出後もドロドロに近い状態になると思うので、そうした状態では角度のついた形状ではダレたりしやすいのでしょうかね。
ただ、屋根部分のオーバーハングではそこまで劣化は見られていないので、ちょっとよくわかりませんね。。。
これらは個別に要追加検証な項目ですね!
ステージ温度 / 庫内温度
今回の不具合は前半部分では発生していないので、ステージから離れるにつれ発生しやすいのかなぁ、とも思いました。
ですが、上記の通り冷却ファンの調整で解決したため、ステージ温度はデフォルトのままとします。
庫内温度は、外側のパネルの取り外しにより大きく変わることは身をもって体験済みです。
ただ、細かな調整はできなさそうなので、こちらに関しても今回はデフォルトのままです。
まとめ
いかがだったでしょうか?
今回の調査では、
・レイヤー間の密着性への影響は
冷却ファン設定 > プリントスピード > ノズル温度
の順に影響度が大きいことがわかりました。
プリントスピードに逃げずに問題を解決できたことは非常にメリットが大きかったです。
冷却にはノズルの初期温度も聞いてくると思うので、ノズル温度に対して適切な冷却ファン設定は微調整していく必要もあるかもしれませんね。
こういった試行錯誤で、徐々に経験値貯めていければと思います。
何かの参考になれば幸いです。ではまた!